

Siemens Siemens ha ampliado su cartera de automatización totalmente integrada (TIA) con el lanzamiento de entornos de ejecución de micro-PLC nativos y en contenedores, diseñados para ejecutarse en servidores industriales perimetrales sin sistema operativo. Este desarrollo permite a las plantas de automoción y fabricación de maquinaria ejecutar bucles de control altamente deterministas junto con modelos de IA intensivos en datos en un único hardware, superando las limitaciones de los chasis de PLC tradicionales. TEJIDO — ABB Process Automation ha presentado oficialmente su arquitectura modular de clúster de accionamiento eléctrico para agitadores de procesamiento químico pesado, que combina motores síncronos de reluctancia (SynRM) de alta potencia con variadores de velocidad refrigerados por líquido. El sistema proporciona mitigación en tiempo real de la ondulación del par del eje mediante un firmware de bucle de control predictivo localizado, lo que reduce la fatiga mecánica de alta frecuencia en los sellos de los recipientes revestidos de vidrio hasta en un 34 %. Schneider Electric Schneider Electric ha finalizado el despliegue global de su núcleo de red Modicon M680 Next-Gen Safety-PLC, que introduce cifrado criptográfico acelerado por hardware en redes de seguridad distribuidas punto a punto. Al operar bajo el estándar abierto IEC 61499, la arquitectura garantiza que la lógica de parada de emergencia y seguridad de zona, crítica en tiempo real, permanezca completamente aislada de inundaciones de red o vulnerabilidades de denegación de servicio en el nivel de TI. Allen-Bradley (Rockwell Automation) Rockwell Automation ha lanzado la expansión de firmware para el switch gestionado Allen-Bradley Stratix 5800, que introduce la sincronización basada en hardware mediante el protocolo de tiempo de precisión IEEE 1588 (PTP) sobre infraestructura 5G independiente (SA) privada. Esta actualización permite que las redes de movimiento multieje descentralizadas y las redes de sensores de seguridad funcional alcancen una precisión de temporización inferior al microsegundo sin necesidad de backplanes de fibra óptica físicos. Bentley Nevada Bently Nevada ha presentado la actualización de su sistema Orbit 60 Machinery Protection Core, que integra lógica de clasificación de aprendizaje automático localizada directamente en el módulo de captura continua de formas de onda dinámicas. Optimizado para turbomáquinas centrífugas con cojinetes magnéticos, el firmware detecta patrones sutiles de roce rotor-estator y anomalías en el remolino de aceite antes de que los sensores de desplazamiento convencionales alcancen los umbrales de alarma física por alta vibración. Keyence Keyence ha actualizado su familia de lectores de marcado directo de piezas (DPM) industriales de la serie SR-X, incorporando una matriz de iluminación LED multilongitud de onda automatizada que modifica dinámicamente los patrones de difracción de la luz en tiempo real. Este hardware resuelve los problemas de lectura que se presentaban desde hace tiempo en las celdas de trazado de semiconductores y baterías de iones de litio de alta velocidad, escaneando con éxito códigos grabados con láser de contraste ultrabajo en superficies altamente reflectantes o curvas. Honeywell Honeywell Process Solutions ha finalizado un proyecto de modernización clave en una extensa planta de refinación de hidrógeno verde para implementar su matriz de control virtualizada Experion. Al migrar las funciones centrales del sistema de control distribuido (DCS) desde chasis físicos dedicados a un clúster de servidores locales de alta disponibilidad, la implementación redujo el espacio físico necesario en los paneles en más del 40 %. Fanuc — Fanuc ha lanzado oficialmente su nueva línea de robots colaborativos CRX-25iA, que incorpora una superficie táctil pasiva integrada optimizada para configuraciones de manipulación de materiales exigentes. El núcleo de procesamiento ejecuta un bucle de adaptación dinámica de la carga útil que recalcula continuamente las distancias de frenado de seguridad en función de los cambios de par del motor en tiempo real, lo que permite que el brazo opere a velocidades de transferencia lineal más altas durante los ciclos de retorno en vacío. Omron Omron ha presentado su familia de controladores Sysmac NJ/NX, que integra motores nativos de estructuración de datos MQTT Sparkplug B directamente en el núcleo de la CPU. Esta optimización permite que los sensores de campo y las matrices de accionamiento transmitan paquetes de datos contextualizados y preconfigurados directamente a las plataformas empresariales en la nube, sin necesidad de costosos traductores de puerta de enlace intermedios basados en PC. Danfoss — Danfoss Drives ha lanzado la actualización de su suite de convertidores de frecuencia iC7-Automation, que incorpora lógica nativa de "Equilibrio Activo de Microredes" en la fuente del variador. Diseñado para instalaciones que operan con altas concentraciones de paneles solares localizados y sistemas de almacenamiento de energía en baterías (BESS), el hardware amortigua activamente las fluctuaciones del ángulo de fase de voltaje para evitar que los nodos PLC vecinos sensibles experimenten disparos intermitentes por fallas de comunicación. ------------------------------------------------------------------------------------------------------------------🏢 Acerca de TZ Tech TZ Tech es un proveedor líder de componentes para automatización industrial, electricidad, instrumentación y telecomunicaciones. Nos especializamos en la adquisición de stock de distribuidores listo para envío, lo que nos permite ofrecer precios altamente competitivos y plazos de entrega reducidos. Gracias a nuestro amplio inventario, podemos incluso conseguir piezas raras y descatalogadas difíciles de encontrar en otros lugares. 🛡️ Nuestro compromiso con la calidad Entendemos que la calidad es su máxima prioridad. Cada componente se somete a un riguroso proceso de selección e inspección para que compre con total confianza. Para piezas antiguas o descatalogadas, creemos en la transparencia absoluta y siempre le proporcionaremos un informe honesto y preciso sobre el estado del producto. Además, todas las piezas nuevas cuentan con una garantía completa de un año. ✉️ Ponte en contacto ¿Tienes un proyecto o necesitas una pieza? ¡Envíanos tu consulta hoy mismo! Nuestro equipo se compromete a responderte rápidamente en un plazo de 6 horas (excepto fines de semana).
VER MÁS

La producción ha disminuido. El LED de diagnóstico del rack del PLC parpadea con un código que nunca antes habías visto. Tu equipo de mantenimiento lo ha localizado en un módulo de E/S averiado, un modelo que el fabricante marcó como obsoleto hace seis años. El fabricante original dice que "ya no está disponible" y el plazo de entrega de un controlador de migración es de 18 semanas. Necesitas esa pieza hoy, no el próximo trimestre.Si esta situación le resulta familiar, no está solo. En plantas de fabricación de Oriente Medio, América y Europa, miles de líneas de producción aún dependen de controladores lógicos programables (PLC) descatalogados. La buena noticia es que muchas de estas piezas seguirán disponibles en 2026, a través de existencias antiguas nuevas (NOS), unidades reacondicionadas certificadas y distribuidores especializados que han creado su negocio precisamente para solucionar el problema al que se enfrenta.Aquí te mostramos qué es lo que aún se puede encontrar, cuánto cuesta y cómo conseguirlo.¿Por qué los PLC llegan al final de su vida útil? Todas las principales marcas de automatización siguen un ciclo de vida de producto predecible:1. Activo: producción completa, actualizaciones de firmware y soporte técnico.2. Maduro: todavía se fabrica, pero sin grandes avances. Solo correcciones de errores menores.3. Se anuncia el fin de su ciclo de vida: se abre el último período de compra (normalmente de 6 a 18 meses).4. Producto descatalogado: la producción ha cesado. El soporte y los repuestos pueden continuar durante 2 a 10 años, dependiendo de la marca.5. Obsoleto: no cuenta con ningún tipo de soporte del fabricante. Dependes completamente del mercado de repuestos.Allen-Bradley suele ofrecer repuestos durante 5 a 10 años después de la descontinuación de las plataformas Rockwell. Siemens históricamente brinda soporte para el hardware S7 durante más de 10 años después de su descontinuación, pero la familia 6ES5 (Simatic S5) llegó al final de su ciclo de vida a principios de la década de 2000. Omron y Mitsubishi ofrecen un promedio de 7 a 8 años de servicio posventa. Las plataformas Modicon de Schneider varían ampliamente: la línea Quantum se descontinuó en 2016, pero los repuestos estuvieron disponibles hasta 2023. Los ciclos de la serie KV de Keyence tienden a ser más cortos, de 5 a 7 años.El verdadero desafío: la mayoría de las plantas no planifican la descontinuación de productos. Una encuesta del sector realizada en 2024 reveló que el 43 % de los fabricantes descubre que una pieza es obsoleta solo cuando falla. Esta situación de reacción precipitada es precisamente lo que esta guía pretende evitar.---Series descatalogadas aún disponibles Allen-Bradley La familia SLC 500 (1746 E/S) se dejó de fabricar en 2018, pero sigue siendo una de las plataformas descatalogadas más buscadas a nivel mundial.· CPU SLC 500 — 1747-L532, L541, L543, L551, L552, L553Abundantes como reacondicionados. NOS es más raro pero está disponible para los modelos L551 y L553.· 1746 módulos de E/S — IB16, OB16, IO12DC, NI4, NO4I, todos ellos ampliamente disponibles en tiendas especializadas.· Módulos de escáner 1747-SN: más difíciles de encontrar, pero con suministro constante a través de canales de reacondicionamiento.· Procesadores PLC-5 — desde el 1785-L20B hasta el L80B, además de la serie E mejorada: estos son los artículos NOS (nuevos de stock antiguo) más caros del catálogo descatalogado de Allen-Bradley, que a menudo alcanzan precios de 2 a 3 veces superiores a su precio de lista original.· 1771 bastidores y módulos de E/S: la plataforma de E/S original del PLC-5. 1771-IBD, 1771-OBD, 1771-NB Los módulos todavía se obtienen regularmente de plantas desmanteladas en Europa y Estados Unidos.Veredicto sobre la disponibilidad: Buena disponibilidad de E/S para SLC 500 y 1771 mediante reacondicionamiento. La disponibilidad de CPU NOS para PLC-5 es limitada, pero se puede encontrar.Siemens · S7-300 (pedidos finales descontinuados para 2022-2023): el 6ES7313,6ES7314,6ES731315-2 Las CPU DP todavía son comunes como NOS en almacenes de Europa del Este. Los módulos analógicos 6ES7 331 y 332 están especialmente bien abastecidos.· S7-400 (descontinuado en 2023): el 6ES7414-4 y las CPU 416-3 están disponibles reacondicionadas. El NOS (New Old Stock) está disminuyendo rápidamente: los precios han subido entre un 30 % y un 40 % desde 2024.· 6ES5 (Simatic S5): el hardware más antiguo que aún se utiliza activamente. Las CPU 6ES5 100, 130 y 155U están disponibles casi exclusivamente reacondicionadas. Las fuentes de alimentación 6ES5305 y 306 todavía se encuentran en stock en distribuidores especializados.Veredicto sobre la disponibilidad: S7-300 Es el punto óptimo: un buen suministro de NOS (óxido nitroso). S7-400 Requiere actuar con rapidez. La zona S5 es exclusivamente territorio de productos reacondicionados.Omron · Serie C200H: Módulos de CPU (C200H-CPU01Los módulos de E/S (desde CPU31-E hasta CPU31-E) están disponibles como NOS (New Old Stock) a través de distribuidores de Oriente Medio y Asia. Los módulos de E/S como C200H-ID212 y C200H-OC225 están ampliamente disponibles.· Serie CQM1: los procesadores CQM1-CPU42/43/44 y los módulos de salida CQM1-OC221 siguen estando disponibles en cantidades razonables como piezas nuevas de stock antiguo en Japón y Singapur.Veredicto sobre la disponibilidad: Mejor de lo esperado. La red de distribución asiática de Omron mantenía un importante stock de reserva.Mitsubishi · Series FX1S y FX1N (descontinuadas alrededor de 2014): los modelos FX1S-14MR-001 y FX1N-24MR-001 están disponibles, pero sus precios han aumentado más del 50 % desde 2022. El stock antiguo (NOS) se encuentra principalmente en los mercados de India y el sudeste asiático.· Serie A (A1S, A2S, A3S — descatalogada a principios de la década de 2000): territorio exclusivamente reacondicionado. Los módulos de comunicación A1SJ71UC24-R2 tienen una demanda particularmente alta.Veredicto sobre disponibilidad: Los modelos FX1S/FX1N aún se pueden encontrar como nuevos. La serie A necesita canales reacondicionados.Schneider · Modicon 984 (descatalogado alrededor de 2010): los procesadores 984-120, 984-130, 984-145 y 984-685 están disponibles reacondicionados. Encontrar unidades nuevas sin usar es extremadamente raro.· TSX Premium (descontinuado entre 2015 y 2017): Los módulos analógicos TSX P57 104M, 113M, 143M, 163M y TSX AEY 1600 siguen estando disponibles como NOS (New Old Stock) a través de distribuidores europeos.· Serie Quantum (fin de vida útil 2016): 140 CPU 113 02, 140 procesadores CPU 434 12U — NOS funciona entre $800 y $2500 dependiendo del modelo.Veredicto sobre disponibilidad: TSX Premium es la mejor opción para NOS. Quantum presenta problemas: los módulos comunes están disponibles, pero los raros se encarecen rápidamente.Keyence · Series KV-3000 y KV-5000: Debido a los cortos ciclos de vida de los productos de Keyence, estas series llevan menos de 10 años descatalogadas, pero ya son difíciles de encontrar como piezas nuevas de stock antiguo (NOS). La CPU KV-3000 y los módulos de entrada KV-B16XC están disponibles reacondicionados a través de canales de excedentes japoneses.· Claves de software de programación KV-L2 y KV-L3: aún se pueden obtener, pero solo a través de intermediarios especializados.Disponibilidad: Limitada. Si ve existencias, actúe con rapidez.---Stock antiguo nuevo vs reacondicionado vs compatible Tienes tres opciones de abastecimiento. Aquí te explicamos cómo elegir.Piezas nuevas de stock antiguo (NOS): selladas de fábrica, sin usar, del fabricante original. Ideales para: aplicaciones críticas donde el costo del tiempo de inactividad justifica el precio superior, entornos regulatorios que requieren piezas originales y sistemas que planea utilizar durante 5 años o más. Precio superior: 1,5 a 3 veces el precio de lista original.Reacondicionado certificado: probado, limpiado y garantizado por un distribuidor especializado. Ideal para: proyectos con presupuestos ajustados, repuestos y plataformas descatalogadas hace más de 5 años. La mayoría de los reacondicionadores de confianza ofrecen garantías de entre 30 días y 1 año. Módulos compatibles/de reemplazo: reemplazos directos fabricados por terceros. Ideales para: módulos de E/S digitales estándar (módulos de entrada/salida digital) donde la marca no importa, y plataformas muy antiguas donde el suministro de módulos nuevos y reacondicionados se ha agotado. Riesgo: la compatibilidad varía; siempre realice pruebas antes de la puesta en marcha. Regla general: Para las CPU y los módulos de comunicación especializados, compre unidades nuevas de stock antiguo (NOS) o reacondicionadas certificadas. Para los módulos básicos de entrada de 24 V CC o de salida de relé, las unidades compatibles suelen ser una opción segura.---Cómo buscar piezas descatalogadasLa mayoría de los equipos de compras pierden el tiempo buscando de forma incorrecta. Aquí les presentamos el enfoque eficiente:6. Comience con el número de pieza completo, no con el nombre de la familia. "1756-L63" da resultados. "Allen-Bradley ControlLogix" genera ruido.7. Busque por región. Los precios y la disponibilidad varían considerablemente. Las piezas Allen-Bradley son más baratas en EE. UU. Las Siemens S7 son más baratas en Europa. Las Omron y Mitsubishi son más baratas a través de distribuidores asiáticos.8. Especifique "NOS" o "New Old Stock" en su búsqueda para filtrar los listados reacondicionados y usados si eso es lo que necesita.9. Pregunte por "existencias disponibles", no por "¿puede conseguirlo?". Lo que busca son distribuidores que ya tengan inventario, no intermediarios que empiecen a buscarlo después de que usted llame.10. Consulta las páginas de existencias a nivel de serie en tiendas especializadas en automatización industrial como tztechio.com, que mantienen un inventario en tiempo real de plataformas descontinuadas en lugar de listar subastas individuales.11. Solicite números de serie alternativos. Algunos módulos tienen especificaciones idénticas con diferentes números de catálogo; un buen distribuidor conoce estas referencias cruzadas.---Preguntas frecuentes P: ¿Cuánto tiempo siguen funcionando las piezas de PLC descatalogadas una vez instaladas?A: Un módulo NOS bien mantenido almacenado en condiciones adecuadas (a prueba de ESD,
VER MÁS
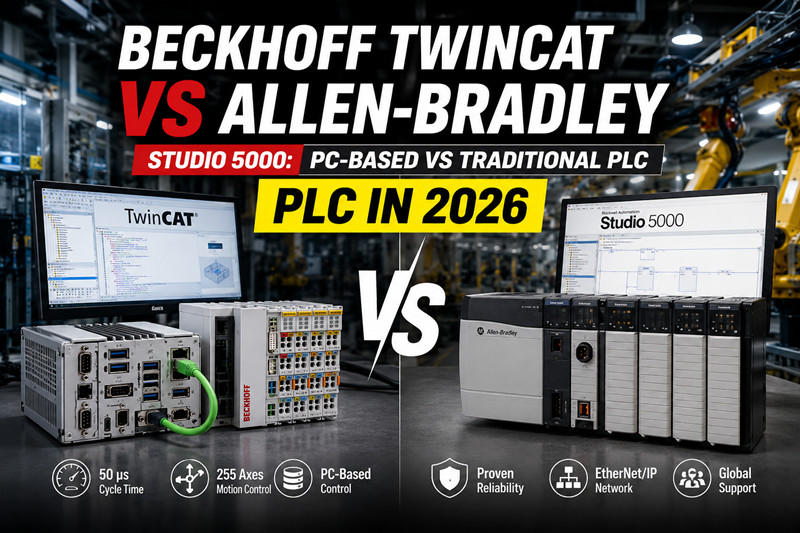
GanchoEstás mirando una especificación de proyecto que podría ejecutarse en un Allen-Bradley El rack ControlLogix es seguro, probado y la opción preferida de todos los integradores en Norteamérica. Sin embargo, el jefe de proyecto pregunta si el control basado en PC podría reducir el costo del hardware en un 40 % y ofrecer la posibilidad de añadir visión artificial, análisis y OPC UA sin necesidad de adquirir módulos adicionales. El Beckhoff TwinCAT surge constantemente en estas conversaciones. Y también la pregunta que nadie se atreve a formular: ¿cuál es el truco?Si toma esta decisión en 2026, no estará eligiendo entre dos marcas de PLC, sino entre dos filosofías de control industrial fundamentalmente diferentes. Una defiende que el controlador debe ser un dispositivo robusto. La otra sostiene que el controlador es software y que el hardware puede ser el que se desee. Este artículo analiza las diferencias reales —más allá de las especificaciones técnicas— basándose en el rendimiento de estas plataformas en entornos industriales reales en América, Europa y Oriente Medio.Lo básico¿Qué es Beckhoff TwinCAT?TwinCAT (Windows Control and Automation Technology) no es un PLC. Es un entorno de ejecución de software en tiempo real que convierte un PC industrial estándar en un controlador de movimiento multieje, PLC, CNC y puerta de enlace IoT, todo ello funcionando en el mismo hardware. Se ejecuta en un núcleo en tiempo real que coexiste con Windows, lo que significa que la lógica de control se ejecuta de forma determinista mientras Windows gestiona la interfaz hombre-máquina (HMI), las bases de datos y la pila de red.Las cifras clave: TwinCAT 3 admite tiempos de ciclo de hasta 50 microsegundos. Puede gestionar 255 ejes de movimiento coordinado en un solo PC. El entorno de programación se encuentra dentro de Microsoft Visual Studio, lo que significa que dispone de control de versiones (Git), marcos de pruebas unitarias y todas las herramientas IDE que los desarrolladores de software han utilizado durante dos décadas.¿Qué es Allen-Bradley Studio 5000?Studio 5000 es el entorno de diseño unificado de Rockwell Automation para las familias ControlLogix y CompactLogix. Se programa a través de EtherNet/IP mediante una arquitectura basada en etiquetas: cada punto de E/S, temporizador y contador es una etiqueta con nombre en lugar de una dirección de memoria fija. Esto hace que el código sea más legible y reutilizable que en los sistemas antiguos basados en direcciones.La plataforma funciona con hardware dedicado: un controlador Logix con un sistema operativo en tiempo real integrado en el firmware. No es necesario instalar un sistema operativo ni gestionar las actualizaciones de Windows. El controlador arranca, ejecuta la lógica y sigue funcionando. Para las plantas donde la máxima prioridad es que funcione sin problemas, esta simplicidad tiene un valor incalculable.La división filosóficaAmbas plataformas utilizan lenguajes IEC 61131-3 (estructura de escalera, texto estructurado, bloques de funciones, diagramas de funciones secuenciales). Ambas admiten extensiones de programación orientada a objetos. Ambas permiten la gestión de movimiento, seguridad y redes. La diferencia radica en dónde se sitúa el límite entre software y hardware.Beckhoff lo integra todo en software y permite elegir el PC industrial. Allen-Bradley, en cambio, integra el entorno de ejecución en firmware sobre hardware diseñado específicamente para ello. Ninguno de los dos enfoques es incorrecto, pero conllevan estructuras de costes, modelos de mantenimiento y rutas de actualización muy diferentes.El mundo realCosto: Hardware vs. Costo total de propiedadUn sistema Beckhoff de gama media —IPC ultracompacto C6030, licencia de tiempo de ejecución TwinCAT 3, E/S EtherCAT para 200 puntos— cuesta aproximadamente entre 4500 y 6500 dólares estadounidenses, dependiendo de las opciones de licencia. Una configuración equivalente de Allen-Bradley —controlador ControlLogix 1756-L82E, módulo EtherNet/IP 1756-EN2TR, chasis 1756, módulos de E/S 1756 para 200 puntos— ronda los 12 000 a 18 000 dólares estadounidenses.Pero el precio de compra cuenta solo la mitad de la historia. La verdadera diferencia de costos surge en la expansión. En Beckhoff, agregar visión artificial requiere una licencia de la biblioteca GigE Vision (~$400). En Allen-Bradley, agregar visión significa un sistema de cámara separado con su propio procesador y trabajo de integración, generalmente entre $3,000 y $8,000. En Beckhoff, agregar la funcionalidad del servidor OPC UA es una clave de licencia. En Allen-Bradley, significa comprar una 1756-EWEB módulo o ejecutando Kepware en un servidor separado.Para proyectos en Arabia Saudita o los Emiratos Árabes Unidos, donde las aplicaciones que requieren mucha capacidad de procesamiento, como el mantenimiento predictivo y la monitorización de la energía, se incorporan cada vez más a las nuevas plantas, el enfoque de PC todo en uno evita una cascada de hardware adicional.Programación: Visual Studio vs Studio 5000Los ingenieros de Beckhoff escriben código en Microsoft Visual Studio. Esto implica un control de versiones adecuado con Git: ramificación, fusión y solicitudes de extracción. La integración con Team Foundation Server o Azure DevOps es nativa. Si tienes 15 programadores trabajando en diferentes secciones de una línea de empaquetado, cada uno puede trabajar de forma independiente, fusionar cambios y resolver conflictos como lo han hecho los equipos de desarrollo de software durante años.Studio 5000 utiliza el formato de archivo de proyecto propio de Rockwell (.ACD). El control de versiones requiere AssetCentre de Rockwell o herramientas de terceros como VersionDog. La comparación y fusión entre revisiones es funcional, pero no perfecta. Para un departamento de mantenimiento con dos ingenieros en una planta de tratamiento de agua en Alemania, esto no supone ningún problema. Sin embargo, para un fabricante de maquinaria en Detroit que envía 50 máquinas similares, pero no idénticas, al año, gestionar 50 archivos .ACD casi idénticos se convierte en un quebradero de cabeza que el flujo de trabajo nativo de Git de TwinCAT resuelve con elegancia.Control de movimiento: EtherCAT vs KinetixAquí es donde Beckhoff toma la delantera decisivamente. EtherCAT es un estándar abierto: cualquier variador compatible con EtherCAT de cualquier fabricante funciona. Se pueden combinar variadores Lenze, Yaskawa y la propia serie AX8000 de Beckhoff en la misma red. El protocolo procesa los telegramas en tiempo real en cada esclavo, logrando una sincronización de submicrosegundos en docenas de ejes.La plataforma de movimiento Kinetix de Allen-Bradley funciona con EtherNet/IP y CIP Motion. Su rendimiento es excelente dentro del ecosistema, pero está limitada a variadores y servomotores Kinetix. Un servovariador Kinetix 5700 de 2 kW cuesta alrededor de 3200 USD. Un variador EtherCAT equivalente de un fabricante de la competencia cuesta entre 1400 y 2000 USD. En una máquina de 20 ejes, la diferencia de precio solo en los variadores puede superar los 24 000 USD.Diferencias regionales que importanEn Norteamérica, Allen-Bradley domina el mercado porque los integradores la conocen, los distribuidores la tienen en stock y los gerentes de planta confían en ella. Esta ventaja en la base instalada significa que encontrar un técnico que pueda solucionar problemas en un sistema ControlLogix es fácil en Houston o Toronto.En Europa, Beckhoff tiene una fuerte presencia, especialmente en Alemania, los Países Bajos y Escandinavia. El ecosistema EtherCAT es la opción por defecto para los fabricantes de maquinaria que exportan a nivel mundial.En Oriente Medio, el panorama está cambiando. Los nuevos proyectos de nueva construcción en Arabia Saudí, en el marco de la Visión 2030, especifican cada vez más arquitecturas independientes de proveedores. El enfoque de estándares abiertos de Beckhoff tiene buena acogida entre los contratistas de ingeniería, adquisición y construcción (EPC), que no desean depender del ecosistema de hardware de un único proveedor. Dicho esto, Allen-Bradley mantiene una sólida presencia en las instalaciones de petróleo y gas, donde la integración del control de procesos de Rockwell con PlantPAx es una solución consolidada.Análisis en profundidadRendimiento en tiempo real bajo cargaLas especificaciones técnicas son menos importantes que el comportamiento bajo carga. Un ControlLogix 1756-L85E ejecuta tareas continuas a aproximadamente 0,5 ms por cada mil peldaños de lógica de escalera. Esto se debe a que el procesador del controlador se dedica exclusivamente a ejecutar la lógica y gestionar las operaciones de entrada/salida.TwinCAT 3 en un Beckhoff C6030 (Intel Core i7, 4 núcleos aislados para tiempo real) puede ejecutar la misma lógica en menos de 50 microsegundos, aproximadamente 10 veces más rápido. Sin embargo, este rendimiento depende del correcto aislamiento de los núcleos. Si Windows decide ejecutar una actualización en segundo plano durante una secuencia de movimiento crítica, se produce una violación de tiempo real. Los ingenieros de Beckhoff solucionan esto dedicando núcleos de CPU exclusivamente al entorno de ejecución de TwinCAT y deshabilitando las funciones de Windows que podrían interrumpirlo.Para la mayoría de las aplicaciones (transportadores, bombas, máquinas de embalaje), ambas plataformas ofrecen una velocidad más que suficiente. La ventaja en rendimiento solo se vuelve significativa en aplicaciones de alta velocidad: imprentas, mecanizado CNC, manipulación de semiconductores o cualquier sistema que requiera movimientos en fracciones de milisegundo.Escalabilidad y capacidad de expansiónLa plataforma ControlLogix se adapta a diferentes necesidades, desde el modelo 1756-L71 (2 MB de memoria, ~1000 E/S) hasta el 1756-L85E (40 MB, ~128 000 puntos de E/S). Se adquiere el controlador necesario y se amplían las E/S añadiendo módulos al chasis.TwinCAT ofrece una escalabilidad diferente. El mismo software funciona en todo tipo de dispositivos, desde un controlador integrado CX9020 (ARM Cortex-A8, montaje en riel DIN, ~$600) hasta un servidor de montaje en rack C6670 (doble Xeon, 128 GB de RAM). La lógica de control no cambia al pasar de un sistema a otro. Un fabricante de maquinaria puede desarrollar en un potente PC de ingeniería y luego implementar el mismo código en un controlador integrado sin ventilador para la máquina de producción.Esta portabilidad crea una dinámica interesante para los fabricantes de equipos originales (OEM). Diseña una vez, implementa en cualquier lugar: desde un controlador compacto de la serie CX en una máquina independiente hasta un servidor industrial completo con 50 ejes coordinados, una base de datos SQL y una interfaz hombre-máquina (HMI) basada en web.El ángulo de convergencia de TI/OTEn 2026, la línea que separa la planta de producción de la red empresarial se ha difuminado por completo. Las fábricas que antes operaban con redes de control aisladas ahora envían datos de producción a sistemas de análisis en la nube, se integran con sistemas ERP y exponen los datos de las máquinas a través de MQTT y OPC UA a paneles de control de toda la planta.Beckhoff fue diseñado para esta convergencia desde el primer día. El controlador es un PC con Windows: ejecuta SQL Server Express de forma nativa, aloja un servidor web para paneles de control y se comunica mediante protocolos TCP/IP estándar que los departamentos de TI comprenden y pueden proteger. El cifrado TLS 1.3 para OPC UA está integrado en el entorno de ejecución.Allen-Bradley logra la integración de TI/OT mediante capas adicionales de hardware y software. FactoryTalk Linx proporciona el puente de datos, mientras que FactoryTalk Analytics añade la capa de inteligencia. Funciona, pero cada capa incrementa el costo de las licencias y la complejidad de la integración. Para un gerente de planta que desea visualizar los datos de las máquinas en Power BI sin un proyecto de integración de seis cifras, Beckhoff ofrece una solución más sencilla.Precios y disponibilidad· Procesador integrado Beckhoff C6030 + entorno de ejecución TwinCAT 3: entre 3000 y 5000 USD (procesador integrado) + entre 1200 y 2500 USD (licencias). Plazo de entrega de 2 a 4 semanas en Norteamérica y Europa; ligeramente superior en Oriente Medio a través de los distribuidores regionales de Beckhoff.· Allen-Bradley 1756-L82E ControlLogix: entre 6000 y 9000 dólares estadounidenses (solo el controlador). Los plazos de entrega han mejorado a entre 4 y 8 semanas tras la crisis de la cadena de suministro de 2022-2024; el chasis 1756 y los módulos de E/S añaden entre 3000 y 8000 dólares.· Nota: Ambas plataformas cuentan con niveles de existencias saludables en 2026. Los componentes de Beckhoff (terminales EtherCAT, IPC) se envían desde Alemania con plazos de entrega predecibles en la UE. La disponibilidad de Allen-Bradley es sólida a través de la red de distribución global de Rockwell.· Modelos descontinuados que conviene evitar: Serie Beckhoff CX1000 (reemplazada por CX7000/CX9000); Allen-Bradley 1756-L6x ControlLogix (reemplazada por la serie L7x/L8x) — aún disponible en el mercado secundario en tztechio.com/allen-bradleyPreguntas frecuentes¿Es TwinCAT más difícil de aprender que Studio 5000?Si tienes experiencia con PLC tradicionales y lógica de escalera, Studio 5000 te resultará familiar de inmediato. TwinCAT tiene una curva de aprendizaje más pronunciada: trabajas dentro de Visual Studio, gestionas un kernel en tiempo real y piensas en términos de patrones de ingeniería de software. Pero para los ingenieros menores de 35 años que crecieron con Git y la programación orientada a objetos, el flujo de trabajo de TwinCAT resulta más natural. Beckhoff ofrece cursos de capacitación gratuitos de 3 días en sus oficinas regionales.¿Puedo usar E/S Allen-Bradley con un controlador Beckhoff?No directamente. Beckhoff usa EtherCAT para E/S, mientras que Allen-Bradley usa EtherNet/IP. Puede agregar una licencia maestra de EtherNet/IP a TwinCAT (entre $1200 y $2500) para comunicarse con la E/S de Allen-Bradley como escáner, pero la latencia no igualará el rendimiento nativo de EtherCAT. Para nuevas instalaciones, utilice la E/S nativa de Beckhoff o de fabricantes de EtherCAT de terceros como WAGO o Phoenix Contact.¿Qué ocurre cuando el PC con Windows que ejecuta TwinCAT se bloquea?El entorno de ejecución de TwinCAT funciona con un núcleo dedicado en tiempo real; una pantalla azul de Windows no interrumpe la lógica de control. Las E/S siguen actualizándose, el movimiento continúa ejecutándose y las funciones de seguridad permanecen activas. La interfaz hombre-máquina se apaga, lo que supone un problema para los operarios, pero la máquina no se desintegra. La alternativa TwinCAT/BSD de Beckhoff funciona con FreeBSD para clientes que no desean tener Windows en su planta de producción.¿Qué plataforma es mejor para un proyecto de tratamiento de agua en Oriente Medio?Ambas opciones funcionan. El sistema PlantPAx DCS de Allen-Bradley cuenta con bibliotecas de tratamiento de agua preconfiguradas que reducen el tiempo de ingeniería. Beckhoff ofrece una mejor integración con analizadores de terceros mediante protocolos abiertos y un menor costo total de hardware. Para ampliaciones de instalaciones existentes donde la planta actual es de Rockwell, conviene seguir con Rockwell. Para proyectos nuevos sin limitaciones heredadas, Beckhoff merece una evaluación exhaustiva, especialmente cuando se incluyen el monitoreo de energía y el análisis predictivo.¿Y qué hay de la ciberseguridad? ¿Qué plataforma es más segura?Ambas plataformas admiten control de acceso basado en roles, registro de auditoría y comunicaciones cifradas. Allen-Bradley se beneficia de su arquitectura de red más simple (menos superficies de ataque a nivel del sistema operativo). Beckhoff hereda las consideraciones de seguridad de Windows, pero permite el endurecimiento estándar de TI: directivas de grupo, Windows Defender, segmentación de red y autenticación de dominio. En Europa, bajo la norma NIS2, ambas plataformas pueden cumplir con los requisitos de conformidad si se configuran correctamente; la diferencia radica en el esfuerzo de configuración, no en el límite de capacidades.¿Puedo migrar de Allen-Bradley a Beckhoff o viceversa?Sí, pero prepárese para un esfuerzo de ingeniería completo. El código IEC 61131-3 se puede traducir manualmente entre plataformas, pero no existe un convertidor automático. El cableado de E/S, la arquitectura de red y el diseño de la interfaz hombre-máquina (HMI) cambian. Calcule entre 2 y 3 meses de ingeniería para una migración de tamaño mediano y ejecute ambos sistemas en paralelo durante la puesta en marcha para evitar tiempos de inactividad de la producción. Consulte nuestra guía de migración para obtener un enfoque paso a paso.
VER MÁS
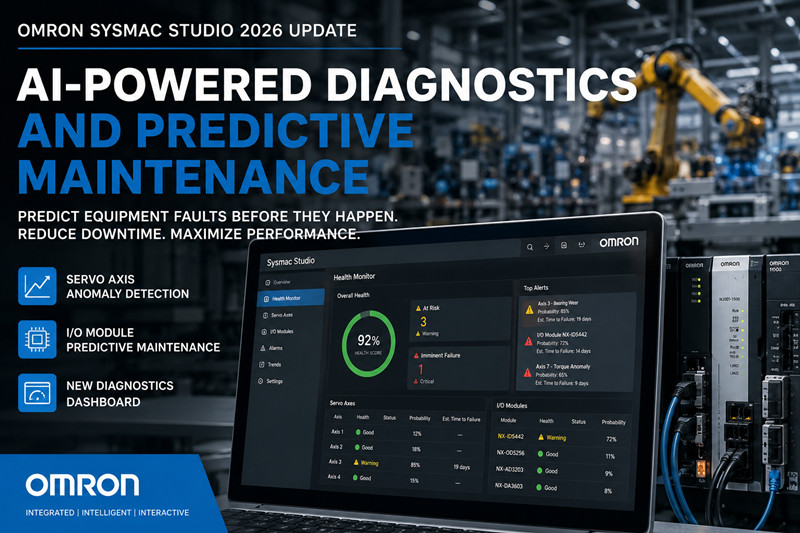
Las noticiasOmron lanzó una importante actualización de Sysmac Studio en abril de 2026, y no se trata de la típica corrección de errores. El software de automatización ahora incluye un motor de diagnóstico basado en IA que predice fallos en los equipos antes de que activen las alarmas, sin necesidad de una plataforma de análisis independiente ni suscripción a la nube. La actualización está dirigida a los controladores de automatización de máquinas de las series NJ y NX, e incorpora detección de anomalías en los servomotores, mantenimiento predictivo en los módulos de E/S y un nuevo panel de diagnóstico que muestra las probabilidades de fallo sobre las que los ingenieros pueden actuar. Para las plantas con líneas de montaje de alta velocidad, como las de envasado o automoción, esto transforma la forma en que se programa el mantenimiento.---Novedades de Sysmac StudioLa actualización de abril de 2026 (versión 1.58) introduce tres módulos de diagnóstico de IA que se ejecutan directamente dentro del entorno de ingeniería de Sysmac Studio.El sistema de detección de anomalías en ejes de servomotores supervisa los servomotores de las series 1S y G5 conectados a través de EtherCAT, analizando la ondulación del par, las señales de consumo de corriente y las tendencias de error de velocidad en comparación con una línea base predefinida. Cuando un eje de servomotor se desvía más allá de los umbrales configurables, Sysmac Studio genera una alerta predictiva de fallos con una puntuación de probabilidad y un intervalo de tiempo estimado hasta el fallo. Durante las pruebas beta en un proveedor japonés de la industria automotriz, el sistema detectó un eje de un robot de soldadura que mostraba una tendencia de aumento del par del 3,8 %; el rodamiento falló 19 días después, justo dentro del intervalo previsto. La planta lo sustituyó durante el tiempo de inactividad planificado en lugar de realizar una parada de emergencia.El mantenimiento predictivo de módulos de E/S aplica el mismo enfoque a las secciones de E/S de la serie NX en el backplane EtherCAT. La IA monitoriza las tasas de error de comunicación, la variación de la temperatura interna y la estabilidad de voltaje en los módulos digitales y analógicos. Un módulo que se acerca a la falla aparece en el nuevo panel de control del Monitor de estado como un indicador amarillo (degradación) o rojo (falla inminente). El sistema distingue entre fallos transitorios de red y una degradación real del hardware, lo que permite diferenciar entre una alerta innecesaria y algo que su equipo de mantenimiento realmente necesita ver.El soporte de firmware abarca toda la gama de CPU NJ y NX. Tanto el NX701-1700 (el controlador de automatización de maquinaria insignia de Omron, de 64 ejes) como el NJ501-1500 (de gama media, de 16 ejes) reciben actualizaciones de firmware —versión 1.49 para el NX701 y versión 1.47 para el NJ501— que exponen los canales de datos de diagnóstico que lee el motor de IA de Sysmac Studio. Las CPU NJ301 y NJ101 existentes no son compatibles; los diagnósticos de IA requieren la arquitectura de procesador de mayor rendimiento de las series NJ501 y NX7.El motor de diagnóstico se ejecuta localmente en el PC de ingeniería durante la monitorización en línea. No se envía ningún dato fuera de la red de la fábrica, a menos que se opte por exportar los registros. El entrenamiento del modelo se realiza en el propio Sysmac Studio, utilizando datos históricos de tendencias ya registrados por el controlador; no se necesita ninguna herramienta de entrenamiento externa.---Por qué es importanteLa mayoría de los equipos de mantenimiento aún operan con uno de dos modelos: el de reparar hasta que falla (económico hasta que deja de serlo) o el preventivo basado en calendarios (seguro pero ineficiente). El diagnóstico mediante IA cambia el enfoque hacia el mantenimiento predictivo basado en la condición: se reemplaza un rodamiento de servomotor cuando los datos indican que se está degradando, no cuando se atasca o cuando el calendario marca que es martes.El cálculo de costes es sencillo. En las líneas de carrocería, un solo minuto de inactividad no planificada cuesta entre 10.000 y 22.000 dólares, dependiendo de la tasa de producción y el margen del vehículo. Un fallo en el rodamiento del eje robótico, cuyo diagnóstico y sustitución requieren 45 minutos, supone una pérdida de producción de 450.000 dólares o más. Las líneas de envasado tienen costes por minuto más bajos, pero una mayor frecuencia de fallos: un fallo en la máquina de encartonado de una línea farmacéutica puede suponer la pérdida de 50.000 dólares en producto antes de que el operario lo detecte. Detectar la señal de degradación con 19 días de antelación, como demostraron las pruebas piloto de Omron, significa que la reparación se realiza durante el cambio de turno en lugar de durante la producción.¿Cómo se compara esto con la competencia? Siemens MindSphere requiere conectividad en la nube y una suscripción para el análisis predictivo de datos S7-1500. Rockwell FactoryTalk Analytics for Devices está integrado en el ControlLogix 5069, pero te vincula al ecosistema de Rockwell. El enfoque de Omron es más autónomo: la IA se ejecuta localmente, utiliza los datos que el controlador ya recopila y no exige una factura recurrente por la nube. Para las plantas en Oriente Medio y Europa, donde las preocupaciones sobre la soberanía de los datos dificultan el uso de soluciones dependientes de la nube, esta arquitectura es fundamental.El inconveniente es que los modelos de IA necesitan datos de entrenamiento. Una máquina nueva, sin datos históricos de tendencias, no generará predicciones útiles durante 4 a 8 semanas mientras se establece la base de datos. En el caso de aplicaciones de modernización, donde existen registros históricos, el sistema comienza a generar valor casi de inmediato.---Disponibilidad y preciosLa actualización 2026 del software de diagnóstico Omron Sysmac Studio AI ya está disponible a través de la red de distribución global de Omron.Los usuarios actuales de Sysmac Studio con contratos de soporte activos reciben la actualización a la versión 1.58 sin costo alguno. Los módulos de diagnóstico de IA están incluidos, sin necesidad de una licencia adicional. Las nuevas licencias de Sysmac Studio (edición completa) tienen un costo aproximado de $2200 USD por usuario. La edición Lite gratuita no incluye los módulos de diagnóstico de IA; la actualización de Lite a la edición completa tiene un costo aproximado de $1400 USD.Las actualizaciones de firmware para los modelos NJ501-1500 y NX701-1700 se pueden descargar gratuitamente desde el portal de soporte FA de Omron. Las CPU se envían con el firmware actualizado a partir de la producción de junio de 2026; las CPU existentes requieren una actualización de firmware para habilitar los canales de datos de diagnóstico.Para obtener información sobre el hardware de Omron (controladores NJ/NX, servomotores de la serie 1S, E/S NX y componentes EtherCAT), visite tztechio.com/omron para consultar los precios actuales y la disponibilidad regional.---Preguntas frecuentesP: ¿El diagnóstico mediante IA requiere conectividad a la nube?No. Toda la inferencia de IA se ejecuta localmente en Sysmac Studio en el PC de ingeniería durante la monitorización en línea. El entrenamiento del modelo también se ejecuta localmente utilizando datos de tendencias almacenados en el controlador o en el PC de ingeniería. No se requiere conectividad a la nube para ninguna función de diagnóstico. La exportación a plataformas de análisis en la nube es opcional.P: ¿Mi CPU NJ actual será compatible con esto?Depende del modelo. Las CPU NJ501 (variantes NJ501-1300, NJ501-1500 y NJ501-4xxx) y todas las CPU NX7 (NX701-1600 y NX701-1700) son compatibles mediante actualización de firmware. Las CPU de las series NJ301 y NJ101 no son compatibles, ya que su arquitectura de procesador carece del margen de rendimiento necesario para los canales de datos de diagnóstico que requiere el motor de IA. Si utiliza controladores NJ301 y desea diagnósticos de IA, la solución es actualizar a NJ501.P: ¿Qué tan precisas son las predicciones?Omron afirma una precisión del 85-92 % en la predicción de la degradación de los rodamientos tras 8 semanas de entrenamiento inicial, según datos beta de plantas piloto de los sectores automotriz y de embalaje. La precisión mejora con el tiempo a medida que el modelo se perfecciona. El sistema es conservador por diseño: detecta posibles fallos con antelación. Los falsos positivos (alertas que no derivan en un fallo) se producen en torno al 8-12 % en los modelos actuales, lo que concuerda con los sistemas de mantenimiento predictivo del sector.P: ¿Esto funciona con servomotores de terceros?No. La detección de anomalías del servomotor es específica para los servomotores Omron de las series 1S y G5 conectados mediante EtherCAT. El módulo de mantenimiento predictivo de E/S solo funciona con E/S de la serie NX. Los dispositivos EtherCAT de terceros generan datos de diagnóstico estándar, pero no alimentan los modelos entrenados del motor de IA. En sistemas de diferentes proveedores, el diagnóstico de IA se aplica a la parte de la arquitectura correspondiente a Omron.------------------------------------------------------------------------------------------------------------------TZ Tech es un proveedor profesional de componentes eléctricos y de automatización industrial, así como de algunos componentes de instrumentación y telecomunicaciones. Vendemos principalmente productos en stock de nuestros distribuidores, con precios competitivos y plazos de entrega cortos. Incluso podemos suministrar piezas descatalogadas, ya que contamos con un amplio inventario. Comprendemos su preocupación, por lo que le garantizamos la calidad. Seleccionamos rigurosamente los componentes que necesita, para que no tenga que preocuparse por problemas de calidad en los productos que reciba. En el caso de piezas especializadas que ya no se fabrican, le informaremos con total transparencia sobre su estado. Todas las piezas nuevas cuentan con una garantía de un año. Si necesita alguna pieza relacionada, no dude en enviarnos una consulta. Nuestro personal le responderá rápidamente en un plazo de 6 horas (excepto fines de semana).
VER MÁS

El dilema al que se enfrenta todo gerente de plantaSistemas de seguridad PLC con niveles de seguridad SIL: esta búsqueda llega hasta aquí porque alguien en su organización acaba de recibir un informe de auditoría de cumplimiento, una especificación de proyecto que requiere SIL 3 o un presupuesto para un PLC de seguridad cuyo precio supera en un 45 % el del controlador estándar presupuestado. Nadie quiere subestimar la seguridad y terminar en un informe de incidentes. Nadie quiere gastar de más y ser objeto de críticas en una revisión presupuestaria. Este artículo explica qué hacen realmente los PLC de seguridad, qué productos existen con números de pieza reales y cómo tomar la decisión correcta sin arriesgarse ni malgastar dinero.---Lo básicoSIL (Nivel de Integridad de Seguridad) mide la reducción de riesgos según la norma IEC 61508. Existen cuatro niveles. SIL 1 (factor de reducción de riesgo 10–100) cubre el riesgo de lesiones menores. SIL 2 (RRF 100–1000) gestiona el potencial de lesiones graves; esta es la clasificación más común en maquinaria general. SIL 3 (RRF 1000–10 000) se aplica donde la falla conlleva riesgos de múltiples víctimas mortales: ESD en petróleo y gas, protección de reactores químicos, seguridad de prensas de alta velocidad. SIL 4 (RRF 10 000–100 000) se aplica en energía nuclear, aviación y ferrocarril; ningún PLC de seguridad industrial estándar lo reclama por sí solo.No confunda SIL con PL (Nivel de Rendimiento) de la norma ISO 13849. Las normativas europeas sobre maquinaria hacen referencia a PL (a-e); las industrias de procesos utilizan SIL. Equivalencia aproximada: SIL 2 ≈ PLd, SIL 3 ≈ PLe. Un PLC de seguridad certificado según SIL 3 suele cumplir los requisitos de PLe, pero la documentación y la metodología de evaluación difieren.Un PLC de seguridad se diferencia de un PLC estándar en tres aspectos. Primero, los procesadores de doble canal funcionan en sincronía con verificación cruzada: ambos deben coincidir en las salidas dentro de un margen de discrepancia, de lo contrario, el sistema se detiene. Segundo, cada modo de fallo conocido resulta en un estado seguro (desenergizado); esto está certificado, no se da por sentado. Tercero, la memoria del programa de seguridad cuenta con protección de suma de comprobación; el código corrupto se detecta antes de su ejecución. Un PLC estándar con lógica de vigilancia no puede ofrecer la probabilidad de fallo certificada bajo demanda que proporciona un PLC de seguridad con certificación SIL. Si su aplicación requiere certificación SIL, un PLC estándar no cumple con los requisitos.---El mundo realCinco plataformas dominan las instalaciones de PLC de seguridad:Siemens S7-1500F: Las variantes con CPU F ejecutan programas estándar y de seguridad en memoria particionada. 6ES7516-3FN02-0AB0 (CPU 1516F-3 PN/DP, SIL 3, 2 MB de memoria de programa) y 6ES7517-3FP00-0AB0 (CPU 1517F-3 PN/DP, de mayor rendimiento) se combina con la E/S a prueba de fallos ET 200SP a través de PROFIsafe. Siemens domina las instalaciones de seguridad en Europa y Oriente Medio.Allen-Bradley GuardLogix 5580: El 1756-L83ES (SIL 3 / PLe, 10 MB de memoria de usuario, 1 GB de memoria de seguridad) comunica la seguridad a través de EtherNet/IP mediante CIP Safety. GuardLogix es líder en la industria pesada norteamericana: refinerías, automoción, pulpa y papel. Studio 5000 gestiona la lógica estándar y de seguridad en un solo proyecto.Seguridad M580 de Schneider Electric: El BMEP584040S (CPU de seguridad M580, SIL 3) añade un coprocesador de seguridad al bus M580 estándar. Schneider se dirige a las industrias de procesos híbridos (química, farmacéutica y generación de energía) utilizando EcoStruxure Control Expert.Pilz PSS 4000: Pilz se especializa en la fabricación de controladores de seguridad. El PSS 4000 (SIL 3 / PLe) utiliza el protocolo SafetyNET p y es líder en seguridad para prensas complejas, protección de celdas robóticas y gestión de quemadores, donde la experiencia en seguridad es fundamental.ABB AC500-S: Un coprocesador de seguridad en la plataforma AC500, con certificación SIL 3, que utiliza PROFIsafe sobre PROFINET. ABB lo posiciona para aplicaciones que combinan el estándar AC500 con la seguridad: tratamiento de agua, ventilación de túneles y control de grúas.Las instalaciones reales muestran la variedad. Una plataforma marina en el Golfo Pérsico utiliza CPU Siemens S7-1500F para ESD de cabezal de pozo en SIL 3; un disparo intempestivo cuesta entre 500 000 y 2 millones de dólares, por lo que la disponibilidad es tan importante como la seguridad. Una planta de estampado automotriz en Michigan utiliza Allen-Bradley GuardLogix 1756-L83ES para la protección de prensas con cortinas de luz y alfombras de seguridad, evaluando la interrupción del haz y emitiendo comandos de parada en 15 ms para cumplir con OSHA 1910.217. Una planta química alemana implementa Schneider M580 Safety para protección contra sobrepresión con tres transmisores redundantes en una arquitectura de votación 2oo3; el SIF debe cerrar las válvulas de parada en un tiempo de seguridad de proceso de 2 segundos.---DBuceo profundoTres protocolos de seguridad transmiten datos de seguridad a través de las redes de la planta. PROFIsafe se basa en PROFINET como un protocolo de canal negro: red no confiable, capa de seguridad confiable con numeración de secuencia, CRC y verificación de direcciones. Nativo de Siemens y ABB. CIP Safety extiende EtherNet/IP con el mismo enfoque de canal negro, con capacidad de enrutamiento a través de subredes. Nativo de Allen-Bradley GuardLogix. FSoE (FailSafe over EtherCAT) utiliza tramas EtherCAT directamente, presente principalmente en Beckhoff TwinSAFE y algunas configuraciones de Pilz. La elección del protocolo depende de la plataforma; existen pasarelas para entornos mixtos, pero añaden latencia.Las arquitecturas de redundancia priorizan la disponibilidad sobre la seguridad. La configuración 1oo1 (un solo canal) es la más económica, pero cualquier fallo detiene la producción; aceptable para SIL 2 con disparos espurios tolerables. La configuración 1oo2 (dos canales, cualquiera puede dispararse) proporciona mayor seguridad, pero aún se dispara ante cualquier fallo individual. La configuración 2oo3 (tres canales, dos deben coincidir) mantiene la seguridad ante un único fallo, evitando disparos espurios; estándar en ESD para petróleo y gas, donde la disponibilidad tiene un peso económico. Un sistema 2oo3 certificado por TÜV, como el Siemens S7-1500FH, gestiona la sincronización de votos internamente, pero se requiere diversidad de hardware para evitar fallos de causa común.El ciclo de vida de seguridad funcional IEC 61511 rige todo el sistema, no solo el PLC. HAZOP/LOPA determina el SIL objetivo. Un SRS documenta los puntos de activación, los tiempos de respuesta y el comportamiento de reinicio. La verificación SIL calcula el PFDavg para todo el bucle; el PLC de seguridad generalmente contribuye con menos del 15 % de la probabilidad total de falla; los sensores y los elementos finales son los que predominan. Las pruebas de verificación a intervalos definidos (normalmente 12 meses para funciones de proceso SIL 3) afectan directamente al PFDavg. Y la ciberseguridad según IEC 62443 ahora se interrelaciona con la seguridad funcional: la firma de firmware, el acceso basado en roles y los cambios de programa de seguridad con registro de auditoría son estándar en los PLC de seguridad modernos. Un PLC de seguridad comprometido no tiene una clasificación SIL en ningún sentido significativo.---Precios y disponibilidadLos PLC de seguridad tienen un sobreprecio del 30 al 50 % con respecto a sus equivalentes estándar. Un 6ES7516-3FN02-0AB0 (S7-1500F) cuesta entre 4800 y 5600 dólares, frente a los 3200 a 3800 dólares del 1516-3 estándar. Un GuardLogix 1756-L83ES cuesta entre 7200 y 8500 dólares, frente a los 4800 a 5600 dólares del 1756-L83E estándar. Las E/S de seguridad suponen un sobreprecio del 30 al 40 % con respecto a las E/S estándar.Los plazos de entrega para mediados de 2026 siguen siendo prolongados: de 16 a 20 semanas para las CPU Siemens S7-1500F y Allen-Bradley GuardLogix. Se recomienda solicitar los PLC de seguridad durante la fase de especificación; esperar hasta la puesta en marcha garantiza un retraso en el cronograma. tztechio.com mantiene un stock regional de seguridad para los números de pieza de seguridad más comunes de Siemens y Allen-Bradley en Oriente Medio. Consulte tztechio.com/plc, tztechio.com/siemens y tztechio.com/allen-bradley para conocer la disponibilidad actual.Preguntas frecuentesP: ¿Realmente necesito un PLC de seguridad o puedo usar un relé de seguridad?Una o dos funciones de seguridad sencillas —una parada de emergencia, una barrera fotoeléctrica— son suficientes para un relé de seguridad configurable como el Pilz PNOZ X o el Siemens 3SK1, a menos de la mitad del precio. El PLC de seguridad se vuelve necesario con múltiples zonas de seguridad, señales de seguridad que se cruzan entre máquinas, lógica de seguridad flexible que cambia con los modos de producción o diagnósticos que identifican qué dispositivo se activó. Si se conectan más de tres relés de seguridad a contactos en serie complejos, el PLC de seguridad se amortiza gracias a la reducción del cableado y la facilidad de modificación.P: SIL 2 vs. SIL 3: ¿cuál es la diferencia práctica?SIL 3 tiene aproximadamente 10 veces menos probabilidades de fallar bajo demanda que SIL 2. Esto se traduce en hardware: SIL 2 podría usar entradas de un solo canal con diagnóstico; SIL 3 requiere entradas de doble canal con verificación de discrepancias y prácticamente duplica la cantidad de E/S. La mayoría de la maquinaria (prensas, robots, empaquetadoras) cumple con los requisitos reglamentarios en SIL 2 / PLd. Especifique SIL 3 porque su evaluación de riesgos lo requiere, no porque parezca más seguro.P: ¿Puedo añadir funciones de seguridad a mi PLC estándar existente?No. Un PLC estándar carece de la arquitectura de doble procesador, los controladores de salida a prueba de fallos y el firmware certificado. Se puede integrar un PLC de seguridad independiente junto con el controlador estándar; muchas plantas lo hacen. Si bien esto aumenta la complejidad de la comunicación, funciona.P: ¿Un PLC de seguridad SIL 3 necesita sensores y actuadores SIL 3?El conjunto completo del SIF (sensor, controlador lógico y elemento final) debe cumplir con el nivel SIL objetivo. Un PLC SIL 3 con sensores SIL 2 y válvulas SIL 2 podría no alcanzar el nivel SIL 3 en general. Esto se determina mediante el cálculo del PFD promedio. Los sensores SIL 2 con una configuración de votación 1oo2 o 2oo3 pueden cumplir con el nivel SIL 3, dependiendo de los intervalos de prueba y los números PFD de los componentes.P: ¿Con qué frecuencia debo realizar pruebas de funcionamiento en un PLC de seguridad?Intervalos típicos: 12 meses para seguridad de procesos SIL 3, 12-24 meses para maquinaria. La prueba debe abarcar todo el ciclo, desde los sensores hasta los elementos finales. El diagnóstico interno del PLC de seguridad cubre más del 99 % de las fallas, pero los dispositivos de campo requieren pruebas activas.
VER MÁS
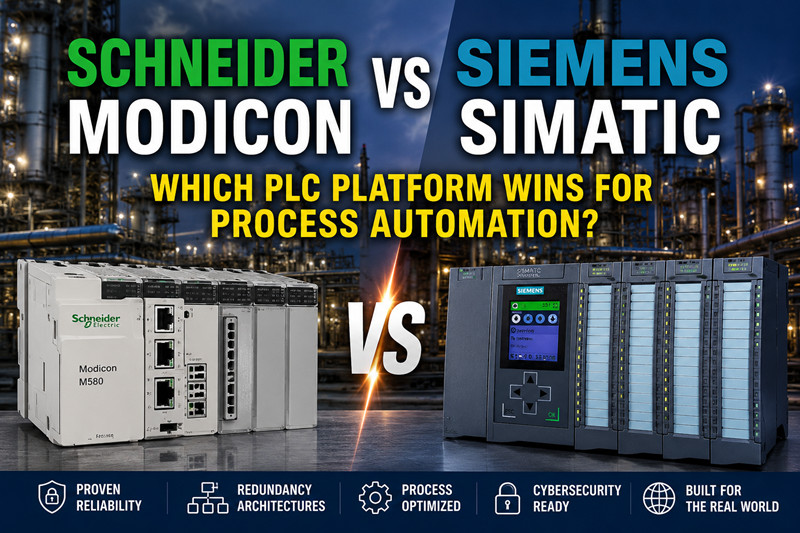
GanchoLa decisión entre Schneider Modicon y Siemens SIMATIC afecta a los compradores de automatización de procesos más que la mayoría de las selecciones de plataforma. La ampliación de una refinería en Kuwait, una planta química por lotes en Alemania o la modernización de una planta de tratamiento de agua municipal en Texas requieren una arquitectura PLC capaz de gestionar E/S analógicas, ejecutar arquitecturas redundantes sin interrupciones y que se integre con la instrumentación instalada años antes de que se especificara el sistema de control. Tanto Schneider Electric como Siemens posicionan sus controladores de procesos de alta gama como diseñados específicamente para estos entornos. El Modicon M580 ePAC y la familia SIMATIC S7-1500 cuentan con décadas de experiencia en el control de procesos continuos y por lotes. Elegir mal implica rediseñar la topología de E/S a mitad del proyecto o quedar atrapado en una cadena de suministro que el equipo de compras no puede mantener.---Lo básicoLa marca Modicon de Schneider Electric es la pionera en PLC: el Modicon 084, lanzado en 1969, estableció la categoría de controladores programables. Actualmente, el Modicon M580 (número de pieza BMEP584040 para la CPU de gama alta) es el producto estrella de la oferta de procesos de Schneider bajo la arquitectura EcoStruxure. El M580 se comercializa como un ePAC (Controlador de Automatización Programable Ethernet) con conectividad Ethernet nativa y la capacidad de ejecutar bucles de control a través de E/S distribuidas sin necesidad de un rack centralizado. Por debajo del M580, el Modicon M340 se utiliza en aplicaciones de gama media donde la redundancia es opcional y los presupuestos de los proyectos son más ajustados. Ambos utilizan EcoStruxure Control Expert (anteriormente Unity Pro) para su configuración y programación.Siemens SIMATIC responde con la familia S7-1500, liderada por CPU como la 6ES7516-3AN02-0AB0 (CPU 1516-3 PN/DP). El S7-1500 se sitúa por encima del compacto S7-1200 y reemplaza a las antiguas líneas S7-300/400 que dominaron las instalaciones de procesos durante dos décadas. Siemens combina el S7-1500 con las familias de E/S distribuidas ET 200SP y ET 200MP, y toda la ingeniería se realiza dentro de TIA Portal (Totally Integrated Automation Portal). Para cargas de trabajo específicas de procesos, Siemens ofrece los controladores redundantes (R/H) S7-1500 y el controlador de software dedicado S7-1500 para implementaciones virtualizadas.La diferencia de enfoques filosóficos es importante. Schneider diseñó el M580 desde cero como un controlador de procesos nativo de Ethernet con Modbus TCP integrado en su ADN. Siemens trata el proceso como una carga de trabajo más en el S7-1500, con PROFINET como su protocolo industrial principal y Modbus TCP compatible mediante bloques de funciones en lugar de silicio nativo. Esta diferencia repercute en cada decisión de ingeniería posterior.---El mundo realPetróleo y gas en Oriente MedioUna planta de procesamiento de gas en Qatar que actualiza su hardware Modicon Quantum heredado se enfrenta a una migración sencilla al M580. Las herramientas de conversión de Quantum a M580 de Schneider conservan la lógica de la aplicación Control Expert original, y el backplane Ethernet del M580 permite al equipo reutilizar los módulos de E/S Quantum existentes mediante adaptadores X80. La CPU BMEP584040 admite hasta 64 racks de E/S distribuidas, suficientes para una planta de gas de tamaño mediano con aproximadamente 4000 puntos de E/S. La compatibilidad nativa con Modbus TCP permite que los computadores de flujo y cromatógrafos de gas existentes con interfaces Modbus se conecten sin convertidores de protocolo.En el mismo tipo de proyecto, un Siemens SIMATIC S7-1500 con la CPU 6ES7516-3AN02-0AB0 requeriría instrumentación PROFINET o bloques de funciones Modbus TCP (instrucciones MB_CLIENT/MB_SERVER de Siemens en TIA Portal). Para instalaciones nuevas en Oriente Medio donde el contratista EPC especifica instrumentos de campo PROFINET —algo común en proyectos con empresas de ingeniería europeas— el S7-1500 se integra de forma nativa. Los estándares de automatización de Saudi Aramco para 2025 aceptan ambas plataformas, pero los proyectos vinculados a empresas EPC alemanas o austriacas se inclinan por Siemens, mientras que las especificaciones EPC francesas e italianas se inclinan por Schneider.Procesamiento químico y por lotes europeoUna planta de productos químicos especializados en Ludwigshafen, que utiliza funciones instrumentadas de seguridad según la norma IEC 61511, lleva ambas plataformas al límite. Las CPU de seguridad Modicon M580 (BMEP582040S) ejecutan lógica de seguridad SIL2 con certificación TÜV junto con el programa de control de procesos en el mismo hardware. La biblioteca de seguridad EcoStruxure Control Expert incluye bloques de funciones precertificados para parada de emergencia, gestión de quemadores y protección contra sobrellenado, justo lo que necesitan las operaciones químicas por lotes para cumplir con la normativa.Siemens responde con las F-CPU S7-1500 (6ES7516-3FN02-0AB0), que gestionan programas estándar y de seguridad en particiones de memoria aisladas e independientes. TIA Portal incluye el complemento Safety Advanced, y el sistema de control de procesos SIMATIC PCS 7 de Siemens se superpone a la S7-1500 para ofrecer una funcionalidad DCS completa cuando la aplicación supera las capacidades del control PLC independiente. Las instalaciones de BASF y Bayer en Alemania, Suiza y la región del Benelux utilizan principalmente infraestructura Siemens, por lo que el ecosistema de integradores y la disponibilidad de repuestos inclinan la decisión hacia SIMATIC, independientemente de su mérito técnico.Tratamiento de agua y aguas residuales en EE. UU.Una planta de tratamiento de agua de 40 MGD en Houston, que evaluará ambas plataformas en 2026, pone de manifiesto la dinámica norteamericana. Schneider Modicon tiene una amplia presencia en las empresas de servicios de agua de EE. UU.: muchas plantas adoptaron Modicon Quantum en la década de 1990 y principios de la de 2000 durante las actualizaciones SCADA exigidas por la EPA. La redundancia Hot Standby del M580 combina dos CPU con conmutación sin interrupciones en menos de un ciclo de escaneo del PLC, lo cual es fundamental para la cloración continua y el control de bombas, donde cualquier interrupción conlleva el riesgo de una alerta de hervir el agua.Las configuraciones redundantes de Siemens S7-1500R/H igualan esta capacidad, pero en Estados Unidos hay menos integradores de sistemas de agua especializados en TIA Portal que en el personal capacitado por Schneider. En la práctica, un electricista de mantenimiento de planta en Ohio que dedica 40 horas semanales a solucionar problemas de lógica de escalera Modicon representa una ventaja en la base instalada que Schneider aprovecha al máximo en las licitaciones municipales.---Análisis en profundidadEntorno de ingeniería: EcoStruxure Control Expert frente a TIA PortalEcoStruxure Control Expert es un IDE de automatización de procesos diseñado específicamente para este fin. Schneider invirtió considerablemente en los editores de texto estructurado y diagramas de bloques de funciones IEC 61131-3, optimizados para el control continuo: bucles PID, escalado analógico, bloques totalizadores y gestión de alarmas. El software parece diseñado específicamente para ingenieros de procesos, más que para programadores de automatización en general. Los bloques de funciones derivadas (DFB) de Control Expert permiten a los usuarios encapsular estrategias de control estándar (por ejemplo, un control de nivel de tambor de caldera de tres elementos) en elementos de biblioteca reutilizables y con control de versiones que se pueden utilizar en diferentes proyectos.TIA Portal es más completo. Unifica PLC, HMI, configuración de variadores y SCADA bajo un único marco de ingeniería. Para la automatización de procesos, esta amplitud tiene ventajas y desventajas. Un ingeniero de control que configure una secuencia de lotes compleja en TIA Portal puede arrastrar el mismo variador PROFINET a la vista de red que utiliza para el programa PLC, lo que resulta mucho más rápido que alternar entre diferentes herramientas. Sin embargo, las bibliotecas específicas para procesos de TIA Portal son menos maduras que las de Control Expert. Siemens aborda esta deficiencia con la superposición PCS 7 y SIMATIC Process Device Manager, pero estas requieren licencias adicionales e inversiones en capacitación más allá del paquete básico de TIA Portal.Arquitecturas de redundanciaEl modelo de redundancia ePAC de Schneider utiliza dos CPU M580 físicamente idénticas conectadas mediante un enlace Ethernet Hot Standby. La CPU secundaria replica en tiempo real la memoria de programa y las tablas de datos de la principal. En caso de fallo de la principal, la secundaria toma el control con una transferencia sin interrupciones del ciclo de escaneo: los módulos de E/S reconocen la misma identidad de controlador y continúan funcionando. Los módulos RIO (E/S remotas) de Schneider admiten conexiones Ethernet duales, por lo que el par redundante se conecta a cada rack de E/S mediante rutas de red independientes.El Siemens S7-1500R/H utiliza la topología de anillo PROFINET para garantizar la redundancia. Dos CPU se conectan mediante un enlace de fibra síncrono, y el anillo PROFINET conecta ambos controladores a todas las estaciones de E/S. Si se rompe un cable o falla una CPU, el anillo redirige automáticamente la comunicación. El enfoque de Siemens reduce el número total de conmutadores Ethernet en comparación con la topología de doble estrella de Schneider, pero requiere un dimensionamiento preciso del anillo para instalaciones de mayor tamaño, donde la latencia acumulada en docenas de estaciones de E/S se aproxima al límite de tiempo de ciclo.En la práctica, ambas arquitecturas ofrecen una conmutación en menos de 100 ms. El factor decisivo suele ser qué topología se siente cómodo manteniendo el equipo de red existente de la planta a las 3 de la madrugada.Protocolos de comunicación: Modbus TCP nativo frente a PROFINETEl debate sobre el protocolo va más allá de una simple casilla de verificación en las especificaciones. El Modicon M580 utiliza Modbus TCP de forma nativa: la pila Ethernet de la CPU incluye un analizador Modbus por hardware que gestiona la lectura y escritura de registros a velocidad de línea. Para instalaciones de proceso con caudalímetros, monitores de potencia y variadores de frecuencia Modbus (que abarcan aproximadamente el 70 % de las plantas industriales existentes en todo el mundo), el M580 elimina por completo las pasarelas de traducción de protocolo. Cada ciclo de escaneo de E/S obtiene los datos de registro Modbus de los dispositivos de campo sin necesidad de programación adicional.El Siemens S7-1500 utiliza PROFINET como protocolo nativo. PROFINET proporciona actualizaciones de E/S deterministas en tiempo real con una fluctuación inferior al milisegundo, superior a Modbus TCP para aplicaciones discretas de alta velocidad. En la automatización de procesos, la ventaja de PROFINET se manifiesta en el diagnóstico de instrumentos: un transmisor de presión compatible con PROFINET envía automáticamente datos de estado del dispositivo (detección de rotura de diafragma, temperatura de la electrónica, deriva de calibración) al PLC a través del modelo de dispositivo PROFINET. Los instrumentos Modbus requieren que el PLC consulte explícitamente los registros de diagnóstico. La base instalada de instrumentación nativa PROFINET de Siemens, de Endress+Hauser, VEGA y la propia línea SITRANS de Siemens, ofrece al S7-1500 una experiencia plug-and-producir más completa cuando el proyecto especifica estos proveedores.Ciberseguridad: Cumplimiento de la norma IEC 62443Ambas plataformas cuentan con la certificación de dispositivo host IEC 62443-4-2 a partir de 2026. El Schneider Modicon M580 obtuvo la certificación EDSA (Embedded Device Security Assurance) de ISASecure, que abarca el firmware de la CPU, las comunicaciones del plano posterior Ethernet y el enlace con la estación de trabajo de ingeniería Control Expert. La función Application Whitelisting del M580 restringe la ejecución de la CPU para que solo ejecute firmware y código de aplicación firmados digitalmente, lo que impide modificaciones de programas no autorizadas incluso si un atacante compromete la estación de trabajo de ingeniería.El Siemens S7-1500 cuenta con la certificación IEC 62443-4-2 SL1 gracias al paquete de firmware S7-1500 Security Integrated. El enfoque de Siemens se centra en la defensa en profundidad: listas de control de acceso a nivel de CPU, actualizaciones de firmware firmadas e integración con el sistema de gestión de red (NMS) de SINEC para una monitorización de seguridad centralizada en toda la planta. El servidor VPN integrado del S7-1500 permite el acceso remoto cifrado para la asistencia del integrador sin exponer la red de control a internet.Para proyectos en Oriente Medio con requisitos obligatorios de la norma IEC 62443, impuestos por las autoridades nacionales de ciberseguridad (NCA en Arabia Saudita, DESC en Dubái), ambas plataformas cumplen con la lista de verificación de cumplimiento. La diferencia radica en la experiencia del integrador en el fortalecimiento de cada plataforma más allá de los requisitos de certificación.---Precios y disponibilidadPrecios aproximados para configuraciones de CPU de proceso equivalentes en 2026:· Modicon M580 BMEP584040: entre 5200 y 6800 dólares, dependiendo del distribuidor y del volumen.· Siemens SIMATIC 6ES7516-3AN02-0AB0 (CPU 1516-3 PN/DP): $4,800–$6,200· Modicon M340 BMXP342030 (gama media, no redundante): $2,100–$2,800· Siemens S7-1500 6ES7513-1AL02-0AB0 (CPU 1513-1 PN, compacto): $2,400–$3,100Los plazos de entrega varían. En el segundo trimestre de 2026, los procesadores Schneider M580 se envían en un plazo de 8 a 12 semanas desde la fabricación en Francia; los procesadores Siemens S7-1500 se envían en un plazo de 10 a 14 semanas desde la producción en Alemania. Ambas plataformas experimentaron plazos de entrega prolongados durante la escasez de semiconductores de 2022-2024, con una normalización gradual a lo largo de 2025 y 2026. Tztechio.com dispone de inventario de hardware PLC tanto de Schneider como de Siemens, con modelos selectos de procesadores M580 y S7-1500 disponibles para envío inmediato desde almacenes regionales.Las licencias de EcoStruxure Control Expert tienen un precio inicial de alrededor de $2,500 para una licencia de desarrollo de un solo usuario. TIA Portal Professional V18 cuesta entre $3,200 y $5,500, según el paquete de licencias. Siemens también cobra una tarifa anual por el Servicio de Actualización de Software (SUS), mientras que Schneider utiliza licencias perpetuas sin mantenimiento obligatorio, un factor que se acumula significativamente a lo largo de un ciclo de vida de activos de 15 años.Preguntas frecuentesP: ¿Puedo combinar módulos de E/S Modicon M580 con CPU Siemens S7-1500?No, los protocolos de la placa base son incompatibles. La E/S del Modicon X80 se comunica mediante el protocolo Ethernet de Schneider; la E/S del Siemens ET 200SP/MP utiliza PROFINET. Es posible interconectar ambos sistemas a nivel de red mediante módulos de puerta de enlace Modbus TCP o PROFINET, pero no se admite la combinación de E/S en la misma placa base de la CPU.P: ¿Qué plataforma es más fácil de usar para un ingeniero de procesos que no se dedica a la programación a tiempo completo?EcoStruxure Control Expert es un entorno más centrado en procesos. La biblioteca de bloques de funciones incluye bloques PID, de adelanto/retraso, de relación y de totalizador predefinidos que se corresponden directamente con la terminología de control de procesos. TIA Portal requiere una navegación más compleja para acceder a funciones de proceso equivalentes. Si su equipo está formado por ingenieros químicos que aprendieron los fundamentos de los PLC en el trabajo, las herramientas de Schneider ofrecen una curva de aprendizaje inicial más sencilla.P: ¿Cuál es la diferencia real entre la redundancia de ePAC y S7-1500R/H?Ambos sistemas logran una conmutación sin interrupciones en un solo ciclo de escaneo para aplicaciones de proceso típicas. La topología de doble estrella Modicon ePAC utiliza más conmutadores Ethernet, pero aísla las fallas de red de forma eficaz. La topología de anillo S7-1500R/H utiliza menos conmutadores, pero requiere que todo el anillo vuelva a converger en caso de una rotura de cable. Para plantas con infraestructura de red Siemens existente, el enfoque de anillo ahorra costos de hardware. Para instalaciones nuevas donde la flexibilidad del diseño de red es importante, ambos sistemas son funcionalmente equivalentes.P: ¿Schneider seguirá ofreciendo soporte para el antiguo Modicon Quantum en 2026?Sí. Schneider Electric mantiene el soporte para Quantum mediante el modo de compatibilidad EcoStruxure Control Expert y la producción activa de repuestos. Sin embargo, ya no se fabrican nuevas CPU Quantum; la ruta de migración recomendada por Schneider es el M580 con adaptadores de E/S Quantum. Si su planta utiliza Quantum y la estrategia de control no ha cambiado en 15 años, considere la migración al M580 en los próximos 3 a 5 años, antes de que la disponibilidad de repuestos se vea limitada.P: ¿Qué plataforma ofrece la mejor ciberseguridad para el cumplimiento de la normativa NCA en Oriente Medio?Ambas plataformas cuentan con la certificación IEC 62443-4-2 y cumplen con los requisitos básicos de NCA y DESC. Siemens dispone de una documentación más extensa en árabe y una mayor red de consultoría en ciberseguridad en la región. Schneider, por su parte, cuenta con una base instalada más sólida en el sector de petróleo y gas de Arabia Saudita, lo que se traduce en un mayor número de configuraciones de seguridad validadas en campo. El factor decisivo suele ser qué proveedor ofrece con mayor rapidez el paquete de documentación de cumplimiento durante la fase de pruebas de aceptación en fábrica (FAT) del proyecto.P: ¿Mi programa Siemens S7-300/400 se migrará al S7-1500?Parcialmente. TIA Portal incluye una herramienta de migración S7-300/400 que convierte proyectos STEP 7, pero los bloques de funciones específicos del proceso (especialmente los bloques de biblioteca PID y APL de PCS 7) requieren reelaboración manual. Se espera una conversión automatizada del 60-80% para la lógica discreta y del 30-50% para el código de control de procesos. Presupueste las horas de ingeniería en consecuencia. La migración de Schneider Quantum a M580 sigue un patrón similar: Control Expert convierte la estructura de la aplicación automáticamente, pero la asignación de E/S y la configuración de la comunicación requieren revisión manual.-----------------------------------------------------------------------------------------------------------------------------------------------------------------TZ Tech es un proveedor profesional de componentes eléctricos y de automatización industrial, así como de algunos componentes de instrumentación y telecomunicaciones. Vendemos principalmente productos en stock de nuestros distribuidores, con precios competitivos y plazos de entrega cortos. Incluso podemos suministrar piezas descatalogadas, ya que contamos con un amplio inventario. Comprendemos su preocupación, por lo que le garantizamos la calidad. Seleccionamos rigurosamente los componentes que necesita, para que no tenga que preocuparse por problemas de calidad en los productos que reciba. En el caso de piezas especializadas que ya no se fabrican, le informaremos con total transparencia sobre su estado. Todas las piezas nuevas cuentan con una garantía de un año. Si necesita alguna pieza relacionada, no dude en enviarnos una consulta. Nuestro personal le responderá rápidamente en un plazo de 6 horas (excepto fines de semana).
VER MÁS

Siemens Siemens ha ampliado su ecosistema de ejecución con el lanzamiento del controlador de software Simatic S7-1500V, que integra la ejecución directa de aplicaciones de alto nivel de forma nativa en el borde de la red. Esto permite a los fabricantes de maquinaria automotriz combinar la lógica determinista central del PLC con algoritmos Python en contenedores basados en Linux dentro de un único espacio físico. Esta iniciativa es altamente estratégica y está dirigida a la modernización de líneas de producción existentes que requieren análisis predictivos multisensor intensivos sin la complejidad estructural de una arquitectura de TI pesada.TEJIDO — ABB Robotics ha implementado un conjunto de funciones de visión artificial, independientes del hardware, en su plataforma de controladores OmniCore, eliminando por completo las tareas de recalibración manual de la cámara en condiciones de iluminación cambiantes. Gracias a modelos avanzados de aprendizaje por refuerzo que se ejecutan localmente en procesadores periféricos, esta actualización permite a los robots industriales delta ajustar dinámicamente los vectores de recogida espacial en cintas transportadoras de alta velocidad para productos de consumo. Esta tecnología resuelve específicamente las deficiencias de precisión detectadas en la electrónica automatizada y en las delicadas capas de ensamblaje de módulos de baterías.Schneider Electric Schneider Electric ha completado la integración de código abierto de su plataforma EcoStruxure Automation Expert, estandarizando de forma nativa las arquitecturas de implementación en torno al estándar universal IEC 61499. Este modelo centrado en el software desacopla la ejecución de la lógica de control del hardware propietario subyacente, lo que permite ciclos de implementación multivendedor sin interrupciones. Esta expansión aborda directamente los problemas de dependencia de infraestructura que persisten desde hace tiempo en las grandes redes de procesos químicos y las matrices de infraestructura de agua potable.Allen-Bradley (Rockwell Automation) Rockwell Automation ha lanzado la familia de conmutadores de distribución avanzada Allen-Bradley Stratix 5400, que ofrece capacidades de inspección profunda de paquetes (DPI) aceleradas por hardware para flujos de datos de seguridad CIP en tiempo real. Dado que las amenazas de ciberseguridad distribuidas apuntan a niveles más profundos de la planta de producción, esta capa de conmutación localizada supervisa y aísla cambios inusuales en la red lateral directamente dentro de los entornos de ejecución de Studio 5000. Esto constituye una salvaguarda fundamental para configuraciones de producción farmacéutica de alta velocidad que requieren líneas de validación ininterrumpidas.Bently Nevada (Baker Hughes) Bently Nevada ha presentado la plataforma de monitorización de estado Ranger Pro Wireless Gen 2, que integra de forma nativa la telemetría 5G RedCap en la instrumentación de maquinaria rotativa crítica. Superando las configuraciones tradicionales de ancho de banda reducido, el hardware transmite continuamente instantáneas espectrales de vibración de alta densidad a los sistemas de software de diagnóstico centralizados del Sistema 1. Esta actualización reduce la fricción en la transmisión de datos para activos pesados remotos, como los sistemas de transmisión de turbinas eólicas marinas y las estaciones de bombeo críticas.Keyence Keyence ha revolucionado las líneas de control de calidad de precisión con la introducción de la matriz de cámaras de visión inteligente de la serie VS, que incorpora un procesador multiespectral ultrarrápido integrado. Este hardware resuelve por completo los complejos problemas de deslumbramiento causados por las superficies reflectantes, habituales durante las fases de validación de las celdas de las baterías de iones de litio para vehículos eléctricos. Fundamentalmente, su implementación utiliza una interfaz de entrenamiento visual sin programación, lo que permite sortear las limitaciones de recursos de ingeniería en las plantas de producción en serie.Honeywell Honeywell Process Solutions ha finalizado el despliegue inicial continuo en campo de su matriz de control DCS en la nube definida por software en una planta piloto comercial de procesamiento químico. Al ejecutar bucles de control dentro de un clúster de servidores virtualizados localizado y de alta disponibilidad, Honeywell ha reducido prácticamente a la mitad la dependencia del hardware en la capa de campo. Este modelo híbrido proporciona un modelo operativo validado para redes regionales de producción de energía descentralizadas.Fanuc Fanuc ha actualizado sus sistemas de controladores robóticos R-30iB Plus con algoritmos predictivos de diagnóstico del estado estructural que se ejecutan integrados en buses de ejecución internos. Mediante el análisis de las señales de degradación del par en tiempo real y los patrones de corriente del motor del eje localizados, el robot determina con precisión los niveles de tensión del cableado interno semanas antes de que se produzca la fatiga mecánica. Esta actualización está dirigida a las principales instalaciones de fabricación de nivel 1 que buscan alcanzar el objetivo de cero paradas no planificadas.Omron Omron ha presentado la actualización de la plataforma unificada Sysmac Studio 2026, que integra algoritmos de sincronización automatizada del flujo de materiales entre flotas de robots móviles autónomos (AMR) y líneas de producción con PLC fijo. La lógica utiliza matrices de comunicación locales descentralizadas para coordinar las acciones de los robots en función de los cuellos de botella reales de la producción de las máquinas de ensamblaje, evitando por completo los retrasos en la configuración del servidor central. Esta actualización optimiza el rendimiento de la manipulación de materiales en flujos de trabajo de electrónica de consumo con alta variedad de productos.Danfoss — Danfoss Drives ha lanzado oficialmente la serie de convertidores de frecuencia variable iC7-Automation, que incorpora lógica de amortiguación armónica activa. Diseñado específicamente para optimizar la calidad de las señales eléctricas en plantas industriales con grandes microrredes solares y sistemas de baterías localizados, el variador contrarresta activamente el ruido de la línea eléctrica en su origen. Esta aplicación reduce las activaciones de fallos del procesador en la electrónica de campo cercana sin necesidad de voluminosos bastidores de filtrado externos. TZ Tech es un proveedor profesional de componentes eléctricos y de automatización industrial, así como de algunos componentes de instrumentación y telecomunicaciones. Vendemos principalmente productos en stock de nuestros distribuidores, con precios competitivos y plazos de entrega cortos. Incluso podemos suministrar piezas descatalogadas, ya que contamos con un amplio inventario.Comprendemos su preocupación, por lo que le garantizamos la calidad. Seleccionamos rigurosamente los componentes que necesita, para que no tenga que preocuparse por problemas de calidad en los productos que reciba. En el caso de piezas especializadas que ya no se fabrican, le informaremos con total transparencia sobre su estado. Todas las piezas nuevas cuentan con una garantía de un año. Si necesita alguna pieza relacionada, no dude en enviarnos una consulta. Nuestro personal le responderá rápidamente en un plazo de 6 horas (excepto fines de semana).
VER MÁS

URL Slug: plc-supply-chain-allocation-status-2026 Lo primero es lo esencial.Escasez en la cadena de suministro de PLC en 2026: qué marcas están en asignación; esto es lo que necesita saber de cara a mediados de 2026. Los plazos de entrega de Siemens S7-1500 han mejorado a 8-12 semanas para la mayoría de los módulos de CPU y E/S, pero la S7-300 permanece en asignación al final de su vida útil y cada vez es más difícil de conseguir. Allen Bradley ControlLogix 1756 El stock de la serie se ha normalizado en la mayoría de los distribuidores, con plazos de entrega de 4 a 6 semanas. CompactLogix y algunos 1769 Los módulos siguen teniendo ciertas limitaciones. El sistema ABB AC500 ha mejorado significativamente, con la mayoría de los módulos disponibles en 6 a 10 semanas, aunque algunos módulos de E/S distribuidas todavía tardan entre 12 y 16 semanas. Mitsubishi Los plazos de entrega de la serie iQ-R están mejorando, y la serie iQ-F está fácilmente disponible con existencias en la mayoría de los distribuidores.Tendencias de precios: Los precios de lista de los PLC aumentaron entre un 3 % y un 6 % en la mayoría de las marcas durante el primer trimestre de 2026. Los precios en el mercado spot para los módulos descontinuados o con asignación limitada (S7-300, CompactLogix) siguen estando significativamente por encima de los precios de lista. Lo peor de la crisis de suministro ya pasó, pero la asignación de módulos específicos continúa provocando retrasos en los proyectos en algunas regiones.---Panorama general de la cadena de suministro en 2026La cadena de suministro de PLC ha superado la fase de crisis aguda que caracterizó el periodo 2022-2024, cuando la escasez de semiconductores, las interrupciones logísticas y el aumento repentino de la demanda durante la pandemia se combinaron para generar plazos de entrega de más de 40 semanas en plataformas comunes. Los plazos de entrega se han reducido significativamente. Sin embargo, la recuperación es desigual: algunas plataformas y módulos siguen sujetos a asignación, y los niveles de inventario del canal de distribución varían considerablemente según la región.Tres factores estructurales siguen influyendo en la oferta:1. Transiciones de fin de vida útil: Varias plataformas heredadas (Siemens S7-300, algunos módulos Allen Bradley PLC-5) están en proceso de descontinuación. Esta fase crea una escasez artificial a medida que disminuye la producción y los distribuidores liquidan el stock restante a precios elevados.2. Flujos comerciales geopolíticos: las tensiones comerciales entre Estados Unidos y China, así como las estructuras arancelarias, siguen afectando los precios de algunos componentes de automatización fabricados en Asia. Esto ha llevado a algunos compradores europeos y de Oriente Medio a optar por alternativas de ABB y Mitsubishi, donde los precios y la disponibilidad son más estables.3. Recuperación de la demanda en el sector energético: el ciclo global de inversión en la transición energética (construcción de terminales de GNL, energía eólica marina, proyectos de electrolizadores de hidrógeno) está generando picos de demanda concentrados para ciertos PLC de alta especificación, en particular los sistemas Siemens S7-1500 FH (CPU a prueba de fallos) y Allen Bradley GuardLogix. Estos módulos específicos siguen estando asignados.---Siemens: S7-1500 mejorado, S7-300 entra en fase de descenso terminal.Siemens sigue siendo el mayor proveedor mundial de PLC y la marca con mayor presencia en los canales de distribución de Oriente Medio y Europa.S7-1500: Los plazos de entrega de las CPU estándar S7-1500 (1516-3 PN/DP, 1515-2 PN, 1513-1) se han reducido a entre 8 y 12 semanas en la mayoría de los distribuidores. Los módulos de E/S ET 200SP (SM521, SM522, SM531, SM532) también han mejorado, estando disponibles normalmente entre 6 y 10 semanas. El sistema S7-1500 representa la plataforma principal actual de Siemens y la capacidad de producción ha sido suficiente para satisfacer la demanda.Sin embargo, los sistemas Siemens S7-1500 FH (CPU a prueba de fallos, necesarias para aplicaciones críticas de seguridad) siguen sujetos a asignación debido a las limitaciones de semiconductores específicas del diseño a prueba de fallos. Los plazos de entrega para las CPU 1516F-3 PN/DP y 1517F-3 PN/DP son de 16 a 20 semanas. Si su proyecto requiere un PLC de seguridad, téngalo en cuenta en la fase de especificación.S7-300: El S7-300 está formalmente al final de su ciclo de vida (anunciado en 2023, se aceptan pedidos finales hasta 2025, soporte hasta 2033). El inventario de distribución es ahora la fuente principal; no se está produciendo nueva producción. Los precios de los módulos S7-300 disponibles (CPU 313C, 315-2 PN/DP, 317-2, varios módulos de E/S) han aumentado entre un 40 % y un 80 % por encima del precio de lista previo al anuncio, dependiendo de la disponibilidad. Los distribuidores de Oriente Medio informan que el stock es "涸泽而渔(agotando las últimas existencias) — el inventario restante se mantiene a precios superiores y no se repone. Cualquier proyecto que especifique el S7-300 en Oriente Medio en 2026 debe tratarse como un proyecto de migración de sistemas heredados, no como una adquisición estándar.S7-1200: Estándar y fácilmente disponible. El sistema S7-1200 (con TIA Portal) sigue siendo una excelente opción para aplicaciones de tamaño pequeño a mediano y cuenta con un amplio stock a nivel mundial.Allen Bradley: ControlLogix Normalizado, CompactLogix Todavía ajustadoAllen Bradley (Rockwell Automation) ha experimentado la recuperación más significativa entre las principales plataformas, aunque la recuperación no es uniforme en toda la cartera de productos.Serie ControlLogix 1756: El chasis 1756, las fuentes de alimentación y la mayoría de los módulos de CPU (1756-L75, 1756-L85E, 1756-L72) están disponibles en la mayoría de los principales distribuidores. El plazo de entrega estándar es de 4 a 6 semanas. Los módulos analógicos 1756-IF8 y 1756-OF4 también están disponibles. La amplia adopción de la plataforma ControlLogix de Allen Bradley en la industria pesada norteamericana se traduce en altos volúmenes de producción y una oferta estabilizada.Serie CompactLogix 1769: La 1769-L33ER, 1769-L36ERMLos módulos de E/S asociados siguen teniendo una disponibilidad limitada. Los plazos de entrega habituales son de 8 a 12 semanas. La plataforma CompactLogix se utiliza ampliamente en aplicaciones de fabricantes de maquinaria OEM, y la persistente demanda pospandémica de los fabricantes de equipos industriales ha mantenido los inventarios en los canales de distribución ajustados. Los módulos analógicos Allen Bradley 1769-IF8 y 1769-OF4 son los artículos con mayor número de pedidos pendientes dentro de la familia 1769.GuardLogix: Los PLC de seguridad (GuardLogix 1756-L7xS) y las E/S de seguridad asociadas siguen sujetos a asignación, de forma similar a la situación de Siemens FH SYSTEMS. La plataforma Allen Bradley GuardLogix utiliza procesadores de seguridad y E/S especializados que requieren componentes semiconductores específicos cuya disponibilidad sigue siendo limitada. Los plazos de entrega habituales son de 16 a 20 semanas.Serie Micro800: Disponibles en su totalidad. Los sistemas Micro830 y Micro850 se encuentran en stock a nivel mundial y son una alternativa práctica para aplicaciones más pequeñas donde no se requiere el ecosistema completo de ControlLogix.---ABB: El AC500 está mejorando, pero algunos módulos aún tardan entre 12 y 16 semanas.La plataforma ABB AC500 ha mejorado sustancialmente desde 2024. Los módulos de CPU AC500 (PM573, PM583, PM591) están disponibles en un plazo de 6 a 10 semanas a través de la mayoría de los distribuidores. La familia de E/S S500 (DI524, DO524, AI523, AO523) también ha experimentado mejoras significativas.Sin embargo, ciertos módulos de ABB —específicamente el ABB CI521 (interfaz Profibus DP), CI522 (CANopen) y ciertos módulos de E/S distribuidas (DS 562, DS 663)— todavía funcionan entre 12 y 16 semanas. Estos módulos se utilizan en aplicaciones específicas (integración de bus de campo, E/S distribuidas).污水处理) donde ABB no ha aumentado completamente la producción.La serie ABB AC500-eCo (E/S distribuidas económicas) ofrece una buena disponibilidad y es una opción rentable para aplicaciones pequeñas o puntos de acceso de E/S distribuidas. El entorno de programación ABB Automation Builder (basado en CODESYS) sigue contando con un buen soporte y su adopción está aumentando en los sectores europeo del agua y la energía.ABB también anunció la ampliación de su capacidad para fabricar variadores de frecuencia ABB ACS880 con funcionalidad PLC integrada (utilizando la arquitectura de TI industrial de ABB), lo que podría generar cierta presión de sustitución sobre los módulos PLC independientes en aplicaciones con gran cantidad de variadores.---Mitsubishi: Mejora del iQ-R, disponibilidad total del iQ-FMitsubishi ha experimentado la recuperación de suministro más fluida entre las principales marcas asiáticas de PLC. La serie iQ-F (FX5U, FX5UC) está totalmente disponible en stock a través de distribuidores de todo el mundo. Los plazos de entrega son de 2 a 4 semanas para los módulos de CPU estándar y la mayoría de las E/S.La serie iQ-R, la plataforma de gama media-alta de Mitsubishi, ha mejorado significativamente. Los módulos de CPU (R04EN, R08EN, R16EN, R32EN) están disponibles en un plazo de 4 a 6 semanas. La serie iQ-R se especifica cada vez más en proyectos europeos y norteamericanos como alternativa a Siemens y Allen Bradley, especialmente en aplicaciones que requieren el procesamiento de alta velocidad del MELSEC-iQ-R (en particular para aplicaciones de control de movimiento).La serie Mitsubishi iQ-R también destaca por su integración con los ecosistemas de servomotores y variadores de frecuencia de Mitsubishi, lo que la convierte en una opción ideal para maquinaria de embalaje y equipos de montaje automatizados. Los distribuidores reportan una fuerte demanda de la serie iQ-R en estos segmentos.---Desglose regional: cómo varía la disponibilidad según la geografía.Oriente MedioLos distribuidores de Oriente Medio aún lidian con las repercusiones del fin de la vida útil del Siemens S7-300. Los proyectos puestos en marcha hace entre 8 y 15 años (comunes en Arabia Saudita y el sector de petróleo y gas de los Emiratos Árabes Unidos) cuentan con PLC S7-300 en sus sistemas de control. Los proyectos de mantenimiento y optimización de procesos requieren módulos S7-300 en un momento en que el suministro está prácticamente agotado. El inventario de los distribuidores en Dubái y Yeda se ha reducido considerablemente. La solución alternativa —migrar al S7-1500 o a una plataforma diferente— requiere tiempo de ingeniería y no es una solución rápida de adquisición.Para nuevos proyectos, la disponibilidad de Siemens S7-1500 es buena en los Emiratos Árabes Unidos y Arabia Saudita a través de distribuidores establecidos. La disponibilidad de Allen Bradley está mejorando a través de los principales distribuidores industriales de la región (Rexroth/Bosch Rexroth, Basar). ABB AC500 cuenta con una amplia disponibilidad a través de la red regional de ABB.EuropaLa disponibilidad en Europa es la mejor desde 2021. El sector manufacturero de la UE no ha experimentado el aumento repentino de la demanda que provocó los plazos de entrega en Norteamérica entre 2023 y 2024, y el canal de distribución cuenta con un buen stock. Tanto Siemens S7-1500 como Allen Bradley ControlLogix están fácilmente disponibles a nivel de distribuidor. ABB AC500 es la plataforma con más limitaciones en Europa, especialmente en lo que respecta a los módulos de interfaz de bus de campo.En Europa, la tendencia de precios se mantiene estable o con ligeros incrementos, con aumentos del 2 al 4 % en la mayoría de las marcas durante el primer trimestre de 2026. El impulso de la UE hacia la transformación industrial digital (en el marco de la Estrategia Industrial de la UE) está generando una nueva demanda de proyectos, en particular para las plataformas de Siemens y ABB en aplicaciones de energía, agua y alimentos y bebidas.AméricaLos plazos de entrega en Norteamérica se encuentran en niveles similares o cercanos a los previos a la pandemia para la mayoría de los módulos estándar. Los módulos estándar Allen Bradley ControlLogix (1756-L85E, 1756-L72) y Siemens S7-1500 (1516-3 PN/DP) están disponibles en 4 a 6 semanas a través de los principales distribuidores (distribuidores autorizados de Rockwell Automation, distribuidores industriales de Siemens). El mercado spot para módulos antiguos (S7-300, PLC-5, algunos módulos 1769) se mantiene elevado, pero no está generando retrasos en los proyectos, ya que la mayoría de los compradores han migrado o están en proceso de hacerlo.La disponibilidad en Latinoamérica varía según el país. Brasil y México cuentan con sólidas redes de distribuidores de Allen Bradley y Siemens. En Argentina y otros mercados con restricciones cambiarias, los plazos de entrega son más largos debido a la documentación de importación y los problemas con el tipo de cambio.---Tendencias de precios: ¿Qué ha cambiado desde 2025?En general, los precios de PLC han aumentado entre un 3 % y un 6 % interanual a partir del primer trimestre de 2026. Este aumento se debe a:· Aumento de los precios de los semiconductores (a partir de 2024)· Normalización de los costes logísticos (por encima de los niveles prepandémicos pero por debajo del pico de 2022-2023).· Ajustes de precios a nivel de marca (la mayoría de las marcas importantes publicaron aumentos de precios del 3 al 5 % que entraron en vigor el 1 de enero de 2026).Las mayores anomalías de precios se encuentran en el segmento de productos heredados/al final de su vida útil:· Siemens S7-300: entre un 40 % y un 80 % por encima del precio de lista, según el módulo y el distribuidor. La CPU 315-2 PN/DP (6ES7315-2EH14-0AB0) es particularmente escasa.· Módulos Allen Bradley 1769 (CompactLogix): entre un 15 % y un 30 % por encima del precio de lista para artículos con pedidos pendientes.· Módulos de bus de campo de ABB (CI521, CI522): entre un 20 % y un 35 % por encima del precio de lista.Los módulos estándar de producción actual están disponibles a precio de lista o muy cerca de él a través de múltiples distribuidores, lo que ha restablecido la competencia en las licitaciones de la mayoría de los proyectos.---Conclusiones clave para los compradores en 20264. Lo peor ya pasó para las plataformas estándar. Los modelos S7-1500, ControlLogix 1756 y AC500 están mucho más disponibles que hace 18 meses.5. Los PLC de seguridad (Siemens FH SYSTEMS, Allen Bradley GuardLogix) siguen asignados. Especifíquelos con anticipación si su proyecto los requiere.6. Las plataformas heredadas (S7-300, 1769 CompactLogix) son cada vez más escasas y caras. Si aún tiene proyectos que especifican estas plataformas, planifique una migración o asegure existencias con plazos de entrega prolongados ahora.7. Mitsubishi iQ-R es la historia de recuperación de 2026. Si tiene flexibilidad en la elección de plataforma, iQ-R merece ser evaluada, especialmente para aplicaciones con mucho movimiento o proyectos donde el ecosistema integrado de servomotores/variadores de frecuencia de Mitsubishi sea adecuado.8. La disponibilidad regional varía considerablemente. El desafío que supone el fin de la vida útil del S7-300 en Oriente Medio no se presenta de la misma manera en Europa o Norteamérica. Adapte su estrategia de adquisición a su ubicación geográfica.---Preguntas frecuentesP: ¿Los plazos de entrega de los PLC seguirán siendo largos en 2026?A: Para las plataformas estándar de última generación (S7-1500, ControlLogix 1756, AC500, iQ-F), los plazos de entrega son de 4 a 12 semanas, significativamente mejores que los picos de 30 a 50 semanas de 2022-2023. Sin embargo, algunos módulos específicos (PLC de seguridad, módulos de plataformas heredadas, ciertas interfaces de bus de campo) siguen sujetos a disponibilidad. La respuesta depende exclusivamente del módulo específico que necesite.P: ¿Qué marcas de PLC seguirán sujetas a asignación en 2026?A: Siemens S7-300 (fin de vida útil, sin producción nueva), Siemens FH SYSTEMS (CPU a prueba de fallos), Allen Bradley GuardLogix, Allen Bradley 1769 CompactLogix (parcialmente) y módulos de interfaz de bus de campo ABB (CI521, CI522). Los módulos estándar Siemens S7-1500, Allen Bradley ControlLogix 1756, ABB AC500 y Mitsubishi iQ-R/iQ-F están fuera de asignación.P: ¿Por qué los PLC de seguridad siguen en asignación?A: Los PLC de seguridad (Siemens FH SYSTEMS, Allen Bradley GuardLogix) requieren procesadores a prueba de fallos y módulos de E/S específicos con arquitecturas redundantes que utilizan componentes semiconductores especializados. La cadena de suministro de estos componentes aún no se ha recuperado por completo. Los volúmenes de producción también son menores (los PLC de seguridad representan un segmento de mercado más pequeño), lo que significa que los fabricantes no pueden alcanzar las mismas economías de escala que en la producción de PLC estándar.P: ¿Cuánto han aumentado los precios de PLC en 2026?A: Los precios de lista de Siemens, Allen Bradley, ABB y Mitsubishi aumentaron entre un 3 % y un 6 % en el primer trimestre de 2026. El problema principal radica en los precios del mercado al contado para los módulos asignados o al final de su vida útil, que pueden ser entre un 40 % y un 80 % superiores a los precios de lista para artículos como la CPU Siemens S7-300 315-2 PN/DP.P: ¿Debería especificar el Mitsubishi iQ-R para un nuevo proyecto en 2026?A: Mitsubishi iQ-R es una excelente opción para nuevos proyectos. Los plazos de entrega son cortos (de 4 a 6 semanas), el precio es competitivo y su procesamiento de alta velocidad y sus capacidades integradas de control de movimiento se adaptan perfectamente a diversas aplicaciones. Sin embargo, si su planta utiliza equipos Siemens o Allen Bradley, o si su equipo de mantenimiento ya está capacitado en esas plataformas, el costo de la transición (ingeniería, documentación, repuestos) podría superar la ventaja de suministro.P: ¿Qué debo hacer si ya tengo un proyecto S7-300 especificado?A: El S7-300 ha llegado al final de su ciclo de vida. Sus opciones son: (1) migrar al S7-1500 (implica cambio de hardware, reingeniería y recableado, pero garantiza una plataforma actual), (2) adquirir el stock restante de S7-300 a través de distribuidores (espere precios elevados y disponibilidad limitada), o (3) utilizar un módulo reacondicionado de terceros (la calidad varía y la garantía suele ser limitada). Para cualquier proyecto con un plazo superior a 12 meses, la migración a una plataforma actual es la única estrategia fiable.---TZ Tech es un proveedor profesional de componentes eléctricos y de automatización industrial, así como de algunos componentes de instrumentación y telecomunicaciones. Vendemos principalmente productos en stock de nuestros distribuidores, con precios competitivos y plazos de entrega cortos. Incluso podemos suministrar piezas descatalogadas, ya que contamos con un amplio inventario. Comprendemos su preocupación, por lo que le garantizamos la calidad. Seleccionamos rigurosamente los componentes que necesita, para que no tenga que preocuparse por problemas de calidad en los productos que reciba. En el caso de piezas especializadas que ya no se fabrican, le informaremos con total transparencia sobre su estado. Todas las piezas nuevas cuentan con una garantía de un año. Si necesita alguna pieza relacionada, no dude en enviarnos una consulta. Nuestro personal le responderá rápidamente en un plazo de 6 horas (excepto fines de semana).
VER MÁS

**Siemens**Siemens ha ampliado su ecosistema Industrial Edge con el lanzamiento de Simatic Edge-AI Suite v2.4, diseñado específicamente para el control predictivo de calidad en líneas de embotellado y envasado de alta velocidad. El software permite que los dispositivos locales analicen datos de par de alta frecuencia procedentes de variadores Sinamics, identificando el desgaste mecánico antes de que afecte a las tolerancias del producto. Esta implementación local de IA responde a la creciente preocupación por la soberanía de los datos entre los fabricantes de alimentos y bebidas, que se muestran reacios a transmitir datos brutos de planta a nubes públicas. **TEJIDO**ABB Robotics ha anunciado el lanzamiento global de su actualización de firmware "Precisión Absoluta" para la serie IRB 1300. Mediante el uso de datos de calibración láser integrados, la actualización minimiza la desviación de trayectoria en la dosificación de precisión y el ensamblaje de componentes electrónicos hasta niveles submilimétricos. Esta mejora de precisión basada en software elimina la necesidad de costosos dispositivos de hardware, y está dirigida directamente a las plantas de ensamblaje de baterías y teléfonos inteligentes en el sudeste asiático que buscan maximizar la productividad con un mínimo espacio ocupado. **Schneider Electric**Schneider Electric ha presentado el Modicon M600 Open Controller, una innovadora plataforma de hardware que integra de forma nativa el control PLC determinista tradicional con un entorno Docker basado en Linux. Basado en el estándar universal de automatización (IEC 61499), este controlador permite a los integradores de sistemas ejecutar scripts de Python personalizados para el registro de datos, junto con lógica de seguridad crítica. Schneider lo posiciona como la solución definitiva para la convergencia de TI/OT en plantas de tratamiento de aguas residuales a gran escala. **Allen-Bradley (Rockwell Automation)**Rockwell Automation ha presentado el Allen-Bradley Stratix 5410, un conmutador de distribución totalmente Gigabit con alimentación a través de Ethernet (PoE) de alta densidad y protocolo de tiempo de precisión (PTP) IEEE 1588 acelerado por hardware. Diseñado para gestionar los requisitos de alto ancho de banda de los sensores de visión 3D y los robots móviles autónomos (AMR), este conmutador simplifica la sincronización de la red en grandes centros logísticos, reduciendo los tiempos de configuración en entornos Studio 5000. **Bentley Nevada **Bently Nevada ha lanzado Trendmaster Pro Gen 2, una red inalámbrica de sensores de vibración optimizada específicamente para maquinaria auxiliar en plantas de procesamiento químico. El hardware utiliza un protocolo avanzado de red de área amplia de bajo consumo (LPWAN) que penetra estructuras de hormigón y acero sin interrupciones de señal. Esto permite a los operadores de planta integrar cientos de bombas y ventiladores que antes no se monitorizaban a la plataforma de diagnóstico centralizada System 1. **Keyence**Keyence ha lanzado la serie MD-F, un avanzado marcador láser de fibra de 3 ejes equipado con un sensor de distancia CMOS integrado para el ajuste automático del enfoque en superficies 3D irregulares. El sistema puede recalibrar dinámicamente su punto focal sobre la marcha, eliminando la necesidad de dispositivos de posicionamiento mecánicos de precisión. Este enfoque de configuración automática está dirigido al sector de fabricación de dispositivos médicos de alta variedad y bajo volumen, donde el seguimiento de componentes y el marcado a prueba de errores son requisitos indispensables. **Honeywell**Honeywell Process Solutions ha implementado su primer sistema comercial de control de energía "Experion Energy Control System" en una planta de almacenamiento de baterías a gran escala en Australia Occidental. Esta plataforma definida por software gestiona dinámicamente los ciclos de carga y descarga de diversos tipos de baterías, integrando pronósticos meteorológicos y precios del mercado al contado para maximizar el retorno de la inversión. Esto marca el giro estratégico de Honeywell hacia la gestión de recursos en la red eléctrica, en un contexto de transición de las industrias pesadas hacia el abandono de las centrales eléctricas tradicionales que dependen de combustibles fósiles. **Fanuc**Fanuc ha actualizado sus centros de mecanizado vertical ROBODRILL con un nuevo algoritmo de "Compensación de Desplazamiento Térmico" basado en aprendizaje automático integrado. Mediante el análisis en tiempo real de las señales de los sensores de temperatura estructurales y los datos de carga del husillo, el controlador CNC compensa automáticamente la dilatación de la herramienta durante ciclos de mecanizado prolongados. Para los proveedores de componentes aeroespaciales, esto se traduce en tolerancias micrométricas consistentes sin necesidad de ciclos de calentamiento manuales. **Omron**Omron ha anunciado la actualización del IDE Sysmac Studio 2026, que introduce un espacio de trabajo de "Simulación 3D y Co-simulación de Flota". Ahora, los ingenieros pueden simular los movimientos físicos de los robots móviles autónomos (AMR) de Omron junto con la lógica de los sistemas de transporte fijos controlados por PLC dentro de un entorno virtual unificado. Esta capa de simulación integrada reduce drásticamente los tiempos de puesta en marcha de los sistemas logísticos multirobot, resolviendo posibles conflictos espaciales antes de que el hardware llegue a las instalaciones. **Danfoss**Danfoss Drives ha lanzado la serie VLT iC7-Marine, un convertidor de frecuencia especializado diseñado para la propulsión híbrida diésel-eléctrica de embarcaciones. El variador cuenta con un chasis robusto refrigerado por líquido y cumple con los estrictos estándares de seguridad DNV, ofreciendo un frontal activo (AFE) integrado para eliminar la distorsión armónica que regresa al barco.’microrred. Esta expansión de hardware se alinea directamente con la industria marítima.’un rápido impulso para cumplir con los mandatos de cero emisiones netas en aguas costeras.
VER MÁS

IntroducciónLa industria del petróleo y el gas opera en algunos de los entornos de automatización industrial más exigentes del planeta. Las plataformas marinas se enfrentan a la corrosión del aire salino y a vibraciones constantes. Las estaciones compresoras de oleoductos se extienden a lo largo de miles de kilómetros con un mínimo de personal in situ. Las refinerías operan procesos continuos donde una sola hora de inactividad no planificada cuesta más que la mayoría de los sistemas PLC en toda su vida útil.Los PLC son los controladores fundamentales en esta industria, elegidos no por su potencia de cálculo, sino por su fiabilidad, redundancia y certificaciones. Comprender cómo funcionan los PLC a lo largo de la cadena de valor del petróleo y el gas revela por qué la industria toma decisiones específicas en materia de automatización.Exploración y producción: Perforación y producciónLas operaciones de exploración y producción extraen petróleo crudo y gas natural de yacimientos subterráneos. Los PLC controlan el proceso de perforación, así como las instalaciones de producción en superficie que separan el petróleo, el gas y el agua.Control de perforaciónLas plataformas de perforación modernas utilizan sistemas de accionamiento superior, bombas de lodo y robots de manipulación de tuberías controlados por PLC. El papel del PLC en la perforación se centra en:· Gestionar los caudales y la presión de circulación del lodo para prevenir reventones.· Controlar la velocidad de rotación y el par del accionamiento superior durante las operaciones de revestimiento.· Monitoreo del peso sobre la broca y detección de atascos en la sarta de perforación.· Coordinación de la preparación de las tuberías y las secuencias de ruptura.Los PLC de perforación deben manejar vibraciones elevadas, entornos de aire salino y la necesidad de respuestas de seguridad en tiempo real. PLC de seguridad (Allen Bradley GuardLogixLos procesadores Siemens F-CPU son obligatorios en la mayoría de las plataformas para cumplir con los requisitos reglamentarios.Sistemas de elevación artificialMuchos yacimientos requieren elevación artificial para producir a ritmos económicamente viables. Los PLC controlan las bombas sumergibles eléctricas (ESP), las bombas de varilla (unidades de bombeo) y los sistemas de elevación por gas.· Control ESP: Los PLC varían la velocidad de la bomba mediante comandos VFD en función de las señales de presión en la cabeza del pozo y de caudal de producción.· Optimización de la bomba de varilla: Los PLC analizan los datos de la tarjeta dinámica (curvas de carga y posición) para detectar problemas de llenado de la bomba y optimizar la velocidad de carrera.· Monitoreo de levantamiento por gas: Los PLC controlan la secuencia de válvulas de levantamiento por gas para maximizar la producción de pozos con levantamiento por gas.Automatización de plataformas marinasLas plataformas marinas albergan algunas de las instalaciones de PLC más complejas de cualquier industria. Las limitaciones de espacio, los límites de peso y el coste del transporte de personal en helicóptero exigen sistemas de automatización autónomos y de alta fiabilidad.Aplicaciones comunes de PLC en alta mar:· Control de procesos de plataforma (trenes separadores, deshidratación, compresión)· Sistemas de detección de incendios y gases· Sistemas de parada de emergencia (ESD)· Control de climatización para áreas peligrosas· Control de lastre para buques flotantes de producción, almacenamiento y descarga (FPSO).La automatización en alta mar exige certificaciones ATEX/IECEx o similares para áreas peligrosas en todos los dispositivos de campo y en muchos módulos PLC.Transporte y distribución: Oleoductos y transporteLas operaciones de transporte y distribución trasladan el petróleo y el gas desde los yacimientos de producción hasta las refinerías y los puntos de distribución. Esto incluye oleoductos, estaciones de compresión, terminales de almacenamiento e instalaciones de carga para camiones y ferrocarriles.Control SCADA y PLC para tuberíasLos oleoductos de larga distancia dependen de unidades terminales remotas (RTU) basadas en PLC en cada estación de bombeo/compresión. El PLC supervisa:· Presiones de succión y descarga en cada estación· Caudales a través de medidores de transferencia de custodia· Posiciones de las válvulas (manuales, automáticas o controladas por SCADA)· Datos de estado y vibración de la bomba/compresorLos PLC de cada estación se comunican con un sistema SCADA central mediante enlaces satelitales, de microondas o de fibra óptica. El sistema SCADA emite comandos de consigna (velocidad de la bomba, límites de presión de descarga) y el PLC ejecuta el control local.Los PLC para tuberías suelen utilizar:· Schneider Electric Quantum o M580 para grandes operadores de oleoductos.· Siemens S7-400H para configuraciones de redundancia en caliente en estaciones críticas· Sistema DCS ABB 800xA en las principales instalaciones de terminales y almacenamiento.Control de la estación de compresoresLos gasoductos utilizan compresores (turbinas de gas o motores eléctricos) para mantener la presión. Los PLC gestionan:· Secuencia de arranque/parada del compresor· Control antisobretensión para evitar daños en el compresor.· Control de presión de entrada/salida de la estación· Gestión del sistema de gas combustible· Seguimiento y notificación de emisionesEl control antisobretensiones es particularmente exigente, ya que requiere una respuesta del PLC más rápida que el ciclo de escaneo principal, que normalmente se gestiona mediante rutinas de interrupción dedicadas o hardware específico.Detección de fugas en tuberíasSi bien los sistemas de detección de fugas funcionan con SCADA o servidores especializados, los PLC suministran los datos críticos:· Mediciones de presión y caudal en cada segmento· Estado de la válvula (cualquier cierre imprevisto activa una evaluación de fugas)· Seguimiento de lotes para oleoductos multiproducto (diésel, gasolina, combustible para aviones en secuencia)Fase posterior: Refinación y petroquímicaLas operaciones posteriores transforman el petróleo crudo y el gas natural en productos utilizables. Las refinerías y las plantas petroquímicas operan procesos continuos donde un estricto control de la temperatura, la presión y la composición afecta directamente al rendimiento y la seguridad.Control de la unidad de destilaciónLa unidad de destilación de crudo (CDU) separa el petróleo crudo en fracciones según sus puntos de ebullición. Las PLC suelen procesar:· Control de temperatura del horno (múltiples zonas de calefacción)· Control de nivel y presión de la columna· Tasas de extracción de producto e indicadores de calidad· Columna de preflash y control de fraccionamiento principalPara un control normativo estricto, las refinerías suelen utilizar un sistema de control distribuido (DCS) en lugar de PLC independientes para los bucles de proceso primarios, mientras que los PLC gestionan funciones específicas como el control de bombas y la secuenciación de válvulas.Unidad de craqueo catalítico (FCCU)El craqueo catalítico fluidizado descompone las moléculas pesadas de hidrocarburos en productos más ligeros y valiosos. Este proceso exige una coordinación precisa:· Control del soplador de aire para fluidización· Tasa de circulación del catalizador· Monitorización y control de la temperatura del reactor· Control de consumo de lodos y gasolinaLas unidades FCCU PLC deben soportar condiciones extremadamente adversas: altas temperaturas, partículas de catalizador abrasivas y funcionamiento continuo con un acceso mínimo para realizar paradas programadas.Automatización de parques de tanquesLos tanques de almacenamiento de las refinerías almacenan crudo, productos intermedios y productos refinados. Los PLC controlan:· Medición de nivel en tanques (transmisores de nivel por radar o servomotor)· Agitadores y serpentines de calentamiento dentro del tanque· Control de bombas de recepción y despacho· Monitoreo del sistema de recuperación de vaporLos PLC de la terminal de almacenamiento de tanques se conectan con los ordenadores de las plataformas de carga para la validación de la carga de camiones y con los sistemas de despacho de oleoductos para la transferencia de custodia.¿Por qué las empresas de petróleo y gas eligen plataformas PLC específicas?Las preferencias de la industria del petróleo y el gas en cuanto a PLC difieren de las de la fabricación discreta:Fiabilidad por encima de las funcionalidades: Las empresas petroleras y gasíferas priorizan la fiabilidad demostrada sobre las capacidades de vanguardia. Se prefiere una plataforma que haya operado con éxito en entornos marinos durante 15 años a una plataforma más nueva con ventajas marginales en cuanto a funcionalidades.Redundancia: Las aplicaciones críticas —sistemas ESD, gestión de energía de la plataforma, detección de incendios y gases— casi siempre funcionan con configuraciones de PLC redundantes (dobles).Certificación para áreas peligrosas: Todos los dispositivos de campo y muchos módulos PLC requieren certificaciones para áreas peligrosas (ATEX, IECEx, clasificación UL para Clase 1 Div 1/2). Esto limita significativamente el ecosistema de hardware disponible.Soporte a largo plazo: Las refinerías operan durante 30-40 años. Las inversiones en automatización deben poder mantenerse durante décadas, incluso durante las paradas programadas de la planta, cuando se realizan mejoras importantes.ConclusiónEn la industria del petróleo y el gas, los PLC se eligen por su certificación, redundancia y fiabilidad comprobada, más que por sus métricas de rendimiento puro. Comprender la posición de los PLC en el marco de las fases de exploración, producción, transporte y refinación ayuda a los ingenieros a especificar la plataforma adecuada para cada aplicación y a reconocer por qué ciertas opciones que parecen excesivamente caras en la fabricación discreta son totalmente racionales en las industrias de procesos.Preguntas frecuentesP: ¿Por qué la industria del petróleo y el gas sigue utilizando plataformas PLC antiguas?A: Los ciclos de certificación en la industria del petróleo y el gas son largos, generalmente de 3 a 7 años desde la selección de la plataforma hasta su primer despliegue. Una vez certificadas para áreas peligrosas y aprobadas por las operaciones, el cambio de plataforma requiere un proceso completo de recertificación. Esto genera una fuerte inercia hacia las plataformas ya establecidas.P: ¿Cuál es la diferencia entre un PLC y una RTU en aplicaciones de tuberías?A: Una RTU (Unidad Terminal Remota) es una variante especializada de PLC optimizada para la integración SCADA; generalmente ofrece mejores resultados para la telemetría a larga distancia, menor consumo de energía y rangos operativos ambientales más amplios. Muchas RTU modernas son esencialmente PLC reforzados que ejecutan protocolos SCADA como DNP3 o IEC 61850.P: ¿Por qué es tan importante el control antisobretensión para los PLC de compresores?A: La sobretensión en el compresor es una inversión rápida del flujo que puede destruir los impulsores en segundos. La protección contra sobretensiones requiere tiempos de respuesta más rápidos que un escaneo PLC estándar, lo que generalmente se logra mediante firmware dedicado o rutinas de interrupción de alta prioridad. Si no se responde con la suficiente rapidez, se producen daños catastróficos en el equipo.P: ¿Qué certificaciones para áreas peligrosas requieren los módulos PLC para plataformas marinas?A: Las plataformas marinas suelen requerir la certificación ATEX/IECEx Zona 1 o Zona 2 para equipos electrónicos. En EE. UU., se aplican las certificaciones UL Clase 1 División 1 o División 2. Todos los módulos instalados en zonas peligrosas (tarjetas de entrada, tarjetas de salida, módulos de comunicación) deben contar con la certificación correspondiente.P: ¿Cómo gestionan las refinerías la ciberseguridad de los PLC?A: Las refinerías implementan cada vez más los estándares de ciberseguridad industrial IEC 62443. Los PLC se aíslan de las redes empresariales mediante DMZ, y los firewalls industriales controlan el acceso a SCADA. Muchos operadores están implementando la inspección profunda de paquetes en la comunicación de los PLC para detectar comandos no autorizados.Productos relacionados· [PLC de Siemens](https://www.tztechio.com/siemens) — S7-400H, S7-1500· [PLC de Schneider Electric](https://www.tztechio.com/allen-bradley) — Modicon, Cuántico,· [PLC de ABB](https://www.tztechio.com/abb) — AC500, Sistema 800xA· [Sensores industriales](https://www.tztechio.com/bently-nevada) — Transmisores de presión, temperatura y nivel
VER MÁS

Siemens Siemens ha anunciado una importante actualización de su TIA Portal v21, que introduce un "AI Copilot" integrado de forma nativa para la generación de texto estructurado (ST). A diferencia de las versiones anteriores dependientes de la nube, esta iteración se ejecuta localmente en dispositivos Industrial Edge, lo que permite a los ingenieros generar lógica compleja para SiemensLos controladores S7-1500 no exponen la propiedad intelectual sensible a la web pública. Esta medida aborda una preocupación clave de seguridad para los fabricantes de automóviles que avanzan hacia las "fábricas definidas por software".TEJIDO ABB Robotics ha ampliado oficialmente su familia de controladores "OmniCore" para incluir compatibilidad con 5G RedCap de alta velocidad en toda su línea de robots Delta. Al eliminar el cableado tradicional de bus de campo en aplicaciones de preparación de pedidos de alta velocidad, ABB se dirige al mercado logístico de modernización de instalaciones existentes, donde la rápida reubicación de activos es fundamental. Esta actualización de hardware permite una reducción del 30 % en el tiempo de instalación para líneas de envasado de alimentos y bebidas de alto volumen.Schneider Electric Schneider Electric ha lanzado una nueva serie de arrancadores de motor "Circular" bajo la marca TeSys, que incorporan un sistema de seguimiento del ciclo de vida basado en blockchain. Cada unidad incluye un pasaporte digital del producto (DPP) que registra el consumo de energía y los ciclos de conmutación en tiempo real. Esto representa un impulso estratégico para cumplir con los estrictos requisitos de informes de sostenibilidad de la UE para 2026, lo que posiciona a la empresa en una posición estratégica. Schneider Electriccomo líder en infraestructura industrial verde.Allen-Bradley (Rockwell Automation) Rockwell Automation ha presentado los variadores Allen-Bradley PowerFlex 755TS con análisis predictivo integrado "TotalForce" para aplicaciones marítimas. El nuevo firmware permite detectar fallos precoces en el aislamiento del bobinado del motor causados por la corrosión del aire salino, antes de que se produzca una avería. Este es un avance crucial para los sectores de la energía eólica marina y el transporte marítimo, donde los costes de mantenimiento no planificado son exponencialmente superiores a los de las instalaciones terrestres.Bently Nevada (Baker Hughes)Bently Nevada ha lanzado Orbit 60, un sistema integral de monitorización de vibraciones "de extremo a extremo" optimizado específicamente para compresores de hidrógeno de pequeña escala. Mediante sensores inalámbricos de bajo consumo que pueden operar en entornos peligrosos de Zona 0, la plataforma proporciona datos de forma de onda de alta fidelidad, cuya obtención resultaba demasiado costosa para activos no críticos. Esta expansión responde al auge mundial de la inversión en infraestructura de hidrógeno verde.Keyence Keyence ha presentado la serie NR, un registrador de datos ultracompacto revolucionario que se integra directamente con KeyenceSistemas de visión para correlacionar defectos visuales con datos de sensores físicos (como presión o temperatura) en una única línea de tiempo. Este enfoque de "resolución de problemas multidimensional" está diseñado para solucionar fallas complejas e intermitentes en el ensamblaje de componentes electrónicos de alta velocidad, donde la causa principal suele ser una combinación de factores mecánicos y ambientales.Honeywell Honeywell Process Solutions ha conseguido un contrato multimillonario para implementar su "Sala de Ingeniería Virtual" en una importante ampliación de una planta de GNL en Qatar. Mediante la tecnología de gemelos digitales, Honeywell permite a equipos de ingeniería distribuidos globalmente realizar pruebas de aceptación en fábrica (FAT) en un entorno simulado. Este enfoque, centrado en el software, reduce drásticamente el espacio físico que ocupan las salas de control y minimiza la huella de carbono asociada a los viajes técnicos internacionales.FanucFanuc ha actualizado su serie de robots colaborativos CRX con una piel de "detección de fuerza pasiva" que permite velocidades de operación más altas en espacios de trabajo compartidos entre humanos y robots. Al combinar la detección de proximidad basada en visión con sensores táctiles de piel, FanucHa logrado, mediante gestiones exitosas, una revisión de las normas de seguridad que anteriormente limitaban la velocidad de los cobots. Se espera que esta actualización aumente la productividad en las pruebas electrónicas hasta en un 25 %.Omron Omron ha publicado la hoja de ruta "i-Automation!" 2026, destacando el lanzamiento de los robots móviles autónomos (AMR) de la serie MD con lógica integrada de apilamiento de palés. A diferencia de los AMR tradicionales que requieren un gestor de flota independiente, estos robots pueden comunicarse directamente con OmronLos PLC de Sysmac priorizan dinámicamente el flujo de materiales en función de los cuellos de botella de las máquinas en tiempo real, creando así un ciclo logístico de autorreparación.Danfoss Danfoss Drives ha presentado los convertidores de frecuencia de la serie iC7-Automation con soporte nativo para la "Gestión Térmica Activa". En instalaciones donde las temperaturas ambiente aumentan debido a los cambios climáticos, el variador puede ajustar automáticamente su frecuencia de conmutación para mantener el par máximo sin activarse por sobretemperatura. Esta función es especialmente relevante para los mercados de Oriente Medio y el Sudeste Asiático, donde los costes de refrigeración representan un importante gasto operativo.
VER MÁS
IntroducciónSiemens y Mitsubishi Electric representan dos polos distintos del mercado global de PLC. Siemens domina las industrias de procesos europeas y asiáticas con su ecosistema TIA Portal. Mitsubishi posee una importante cuota de mercado en la fabricación japonesa y en aplicaciones OEM sensibles al coste en toda Asia.Esta comparación deja de lado la lealtad a la marca y se centra en lo que los ingenieros y los gerentes de compras realmente necesitan saber: qué plataforma ofrece una mejor relación calidad-precio para su aplicación específica.Rendimiento del hardware y la CPUSiemensSiemens SIMATIC S7-1500 La serie S7-1500 1515-2 PN se sitúa en la gama media con 2 MB de memoria de programa y velocidades de ejecución comparables a las de ControlLogix de Allen Bradley. Para aplicaciones OEM, la serie S7-1200 ofrece una solución compacta y económica.Factores diferenciadores clave del hardware de Siemens:· CPU de tecnología (variantes T): Las funciones de control de movimiento integradas eliminan la necesidad de módulos de movimiento separados para muchas aplicaciones.· ET200SP: E/S distribuidas ultracompactas con terminales de inserción y autoconfiguración.· PROFINET: Ethernet determinista nativa con un rendimiento en tiempo real superior en comparación con EtherNet/IP.· Pantalla integrada: Las CPU S7-1500 incluyen una pantalla integrada para diagnósticos sin necesidad de un PC.MitsubishiLa serie MELSEC iQ-R de Mitsubishi está dirigida a aplicaciones de gama media y alta, compitiendo directamente con el Siemens S7-1500. El iQ-R R04EN ofrece 400 KB de memoria de programa con velocidades de ejecución que igualan o superan las de las CPU Siemens de precio similar.Factores diferenciadores clave del hardware de Mitsubishi:· MELSEC iQ-F (FX5): PLC compacto con EtherNet integrado, que se posiciona entre Siemens S7-1200 y S7-1500 en relación precio/rendimiento.· CC-Link IE: La red troncal Ethernet Gigabit patentada de Mitsubishi con ancho de banda superior para el intercambio de datos de alta velocidad.· Arquitectura de múltiples CPU: iQ-R permite múltiples CPU (PLC, movimiento, CNC) en la misma base, compartiendo memoria de forma nativa.· E/S rentables: Los precios de E/S de Mitsubishi son significativamente inferiores a los de sus competidores europeos.Especificaciones | Siemens S7-1500 1515-2 PN | Mitsubishi iQ-R R04ENMemoria del programa | 2 MB | 400 KB (+ 256 KB de RAM estándar)Ejecución de bits | 0,05 μs | 0,02 μsPuntos máximos de E/S | 262.144 | 256.000Puertos Ethernet | 2 x 1 Gbps | 2 x 1 GbpsMovimiento integrado | Sí (variante T) | Mediante CPU iQ-R MotionPrecio típico | $3.000 - $4.500 | $2.200 - $3.500Software de programación y ecosistemaPortal TIA de SiemensTIA Portal es el entorno de ingeniería unificado de Siemens, que abarca la configuración, la programación, la simulación y el diseño de HMI para toda la gama S7. La versión básica es gratuita para proyectos S7-1200, lo que supone una ventaja significativa para el aprendizaje y las implementaciones a pequeña escala.El precio de la licencia de la versión profesional oscila entre los 2.000 y los 10.000 dólares, dependiendo del alcance, lo que la hace más accesible que Studio 5000 para empresas de tamaño medio.Puntos fuertes:· Entorno unificado para la configuración de PLC, HMI y variadores.· Excelentes herramientas de simulación para pruebas fuera de línea.· Programación de seguridad integrada (F-CPU) en el mismo entorno· Simulación de PLC potente sin necesidad de hardware.Debilidades:· Gran tamaño de instalación (más de 10 GB)· Puede resultar lento en hardware estándar.· Estructura de licencias compleja para entornos multiusuarioMitsubishi GX Works3GX Works3 programa toda la serie MELSEC iQ-R, iQ-F y Q desde un único entorno. Su precio es considerablemente inferior al de Siemens o Allen Bradley; los paquetes de configuración completa suelen venir incluidos con la compra de hardware a través de distribuidores.Puntos fuertes:· Incluido con la mayoría de las compras de hardware sin costo adicional.· Estructura de proyecto sencilla para aplicaciones directas· Excelente integración del control de movimiento a través de MR Configurator.· Menor espacio de instalación que TIA Portal.Debilidades:· Simulación menos madura en comparación con TIA Portal.· La calidad de la documentación varía: algunas funciones carecen de explicaciones claras.· Comunidad más pequeña en comparación con Siemens/Allen Bradley.Control de movimiento: un factor diferenciador clavePara aplicaciones que requieren movimientos precisos, las plataformas difieren significativamente.Las CPU Siemens S7-1500 T integran el control de movimiento de forma nativa. Para configurar un eje servo, es necesario definir el objeto tecnológico en TIA Portal e invocar las instrucciones MC estándar en el programa PLC. Este enfoque integrado reduce el hardware del armario, pero exige el uso de variadores Siemens para obtener el mejor rendimiento.Mitsubishi separa el control de movimiento en CPU de movimiento dedicadas (RD77 o iQ-R Motion CPU) que coexisten con la CPU PLC estándar en la misma base. Esta arquitectura multi-CPU permite que el PLC y los controladores de movimiento funcionen de forma independiente, evitando que las funciones de movimiento afecten el tiempo de ciclo del PLC. Los servosistemas de Mitsubishi (MR-J4, MR-J5) ofrecen un rendimiento excelente a precios competitivos.Si su principal preocupación es el control de movimiento, el enfoque de control de movimiento específico de Mitsubishi suele ser la mejor opción para aplicaciones multieje. Para sistemas PLC+control de movimiento integrados en máquinas sencillas, las CPU T de Siemens son una alternativa atractiva.Protocolos de comunicaciónAmbas plataformas son compatibles con Ethernet industrial estándar, pero sus ecosistemas difieren.Siemens apuesta firmemente por PROFINET como su principal protocolo Ethernet industrial. Para la conexión con dispositivos de terceros, Siemens ofrece interfaces PROFINET flexibles. También se admite Modbus TCP/IP para la integración con sistemas heredados.Mitsubishi es compatible con CC-Link IE (su propia tecnología Ethernet industrial Gigabit), EtherNet/IP y Modbus TCP/IP. CC-Link IE ofrece un rendimiento excelente dentro de los ecosistemas de Mitsubishi, pero requiere configuración adicional al integrar dispositivos de terceros.Si sus instalaciones ya utilizan EtherNet/IP, ambas plataformas funcionan, pero es posible que Mitsubishi requiera módulos de configuración adicionales.Apoyo y distribución regionalMitsubishi cuenta con una excelente red de distribuidores en Asia y una sólida presencia en la fabricación a nivel mundial, con plantas de propiedad japonesa. Sus precios suelen ser más competitivos para proyectos donde el presupuesto es un factor importante.Siemens domina la automatización industrial europea con la red de distribuidores e integradores más extensa del mundo. La calidad del soporte técnico en Europa y Norteamérica es, en general, excelente.Para las empresas globales con operaciones regionales mixtas, Allen Bradley o Siemens suelen ser la opción estándar debido a su infraestructura de soporte global.¿Cuál deberías elegir?Elija Siemens si:· Su operación se encuentra en Europa o Asia y cuenta con un sólido soporte del distribuidor Siemens.· Usted valora el control de movimiento y PLC integrado (T-CPU) para máquinas sencillas.· El nivel gratuito S7-1200 de TIA Portal se adapta a sus necesidades.· La infraestructura de PROFINET ya está implementada.Elige Mitsubishi si:· El costo es una limitación principal· Sus instalaciones utilizan equipos japoneses o cuentan con personal de ingeniería japonés.· Necesitas control de movimiento multieje a precios competitivos.· El ecosistema CC-Link IE ya existe.ConclusiónTanto Siemens como Mitsubishi ofrecen plataformas competentes. Siemens destaca por la madurez de su ecosistema, su soporte global y sus herramientas de ingeniería integradas. Mitsubishi, por su parte, se impone en precio y en la relación calidad-precio de su sistema de control de movimiento.Para las industrias de procesos europeas, Siemens es la opción natural. Para la fabricación asiática y las aplicaciones OEM donde el costo es un factor crítico, Mitsubishi merece una evaluación seria. Ambas plataformas superan a las opciones de gama básica; la selección final debe basarse en la infraestructura existente, la disponibilidad de soporte y el costo total de propiedad, más que en las especificaciones del hardware.Preguntas frecuentesP: ¿Es más difícil programar un PLC de Mitsubishi que uno de Siemens?R: No necesariamente. GX Works3 utiliza lenguajes similares a los de la norma IEC 61131-3 (estructura en escalera, texto estructurado, bloques de funciones). La curva de aprendizaje depende más de la calidad de la documentación que de la complejidad de la plataforma. Los recursos en línea más completos de Siemens le dan una ventaja para el autoaprendizaje.P: ¿Pueden los PLC de Mitsubishi comunicarse a través de EtherNet/IP?R: Sí. Mitsubishi ofrece módulos adaptadores EtherNet/IP y algunas CPU cuentan con soporte nativo para EtherNet/IP. La configuración requiere la configuración de instancias de ensamblaje, pero está bien documentada.P: ¿Qué plataforma es mejor para máquinas de envasado sencillas?A: Tanto Mitsubishi iQ-F (FX5) como Siemens S7-1200 son excelentes para máquinas compactas. Mitsubishi suele ofrecer precios más bajos en hardware; Siemens ofrece mejores herramientas de simulación. Para los fabricantes de equipos originales (OEM) que construyen muchas máquinas idénticas, el menor costo por proyecto de Mitsubishi representa una ventaja significativa.P: ¿Los PLC de Mitsubishi son compatibles con OPC UA?R: Sí. Las series MELSEC iQ-R e iQ-F incluyen la funcionalidad de servidor OPC UA integrada en la CPU; no se requiere hardware ni licencia adicionales. Siemens cobra por las licencias OPC UA en el S7-1500.P: ¿Qué industrias suelen utilizar los PLC de Mitsubishi?A: Industria manufacturera japonesa (automotriz, electrónica, semiconductores), fabricantes de equipos originales de embalaje e industrias de procesos asiáticas. Mitsubishi también tiene una fuerte presencia global en automatización de edificios y tratamiento de agua.Productos relacionados· [PLC de Siemens](https://www.tztechio.com/siemens) — S7-1500, S7-1200, S7-300· [PLC de Mitsubishi](https://www.tztechio.com/mitsubishi) — MELSEC iQ-R, iQ-F, MELSEC-Q· [Motores y accionamientos industriales](https://www.tztechio.com/allen-bradley) — Variadores de frecuencia y servomotores
VER MÁS

Continúe leyendo, manténgase informado, suscríbase y le invitamos a que nos cuente lo que piensa.



Además, con su permiso, queremos colocar cookies para que su visita y su interacción con slOC sean más personales. Para ello utilizamos cookies analíticas y publicitarias. Con estas cookies, nosotros y terceros podemos rastrear y recopilar su comportamiento en Internet dentro y fuera de super-instrument.com. Con esto, nosotros y terceros adaptamos super-instrument.com y los anuncios a su interés. Al hacer clic en Aceptar, acepta esto. Si lo rechaza, solo utilizamos las cookies necesarias y lamentablemente no recibirá ningún contenido personalizado. Visite nuestra política de cookies para obtener más información o para cambiar su consentimiento en el futuro.
Accept and continue Decline cookies





















