
¿Qué es un PLC? Guía completa para principiantes sobre controladores lógicos programables.
Un PLC (Controlador Lógico Programable) es un ordenador digital robusto de grado industrial diseñado para automatizar procesos electromecánicos en plantas de fabricación, maquinaria e infraestructuras. A diferencia de los ordenadores comerciales convencionales, los PLC están diseñados para soportar condiciones industriales extremas: temperaturas extremas, humedad, polvo, ruido eléctrico y vibraciones.
La función del PLC es sencilla: lee las entradas, toma decisiones basadas en la lógica programada y controla las salidas. Se podría decir que es el "cerebro" de una máquina o proceso: cuando se pulsa un botón (entrada), el PLC decide qué debe ocurrir (lógica) y activa un motor, una válvula o un indicador (salida).
Antes de la llegada de los PLC, la automatización industrial dependía de paneles de relés: grandes armarios repletos de cientos o miles de relés electromecánicos, temporizadores y contactores. Entre los problemas se incluían: la necesidad de recablear físicamente cualquier cambio (lo que llevaba días o semanas), el desgaste mecánico que provocaba tiempos de inactividad, la dificultad para solucionar problemas, los enormes requisitos de espacio y la falta de capacidad para recopilar datos.
En 1968, Bedford Associates (más tarde Modicon) desarrolló el primer PLC, el Modicon 084, para la planta de transmisiones Hydra-Matic de General Motors. El objetivo era sencillo: sustituir los paneles de relés por un sistema electrónico programable que pudiera reconfigurarse rápidamente ante cambios en la producción. En menos de una década, los PLC habían reemplazado en gran medida a los paneles de relés en todo el mundo.
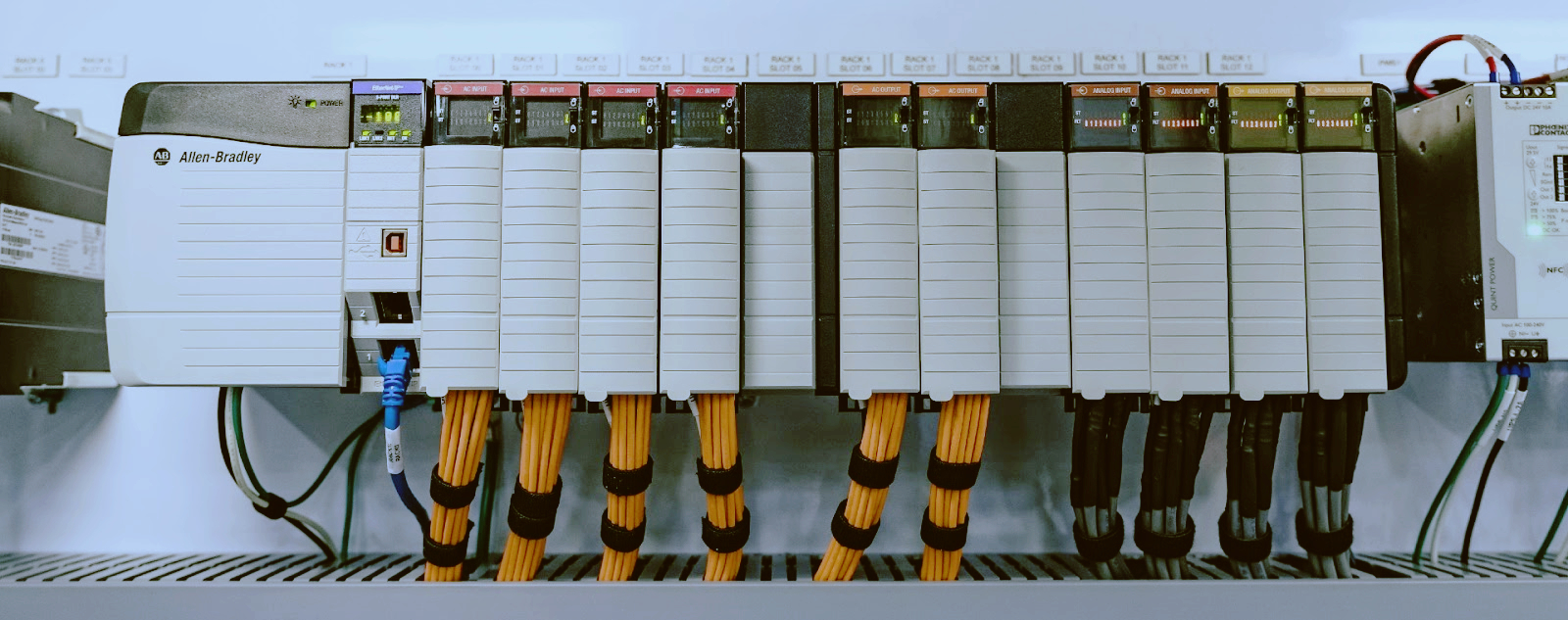
1. CPU (Unidad Central de Procesamiento): El "cerebro" del PLC: un microprocesador que ejecuta el programa de control, realiza operaciones aritméticas y lógicas, y gestiona la comunicación. Sus especificaciones clave incluyen el tamaño de la memoria, el tiempo de ciclo (ms), la capacidad de E/S y los puertos de comunicación (Ethernet, USB, RS-232/RS-485).
2. Fuente de alimentación: Convierte la alimentación de CA entrante (110 V/220 V CA) a los voltajes de CC requeridos por la CPU y los módulos de E/S (normalmente 24 V CC). Consideraciones clave: potencia nominal, redundancia para aplicaciones críticas y rango de voltaje de entrada.
3. Módulos de entrada: Conectan sensores e interruptores a la CPU del PLC, convirtiendo las señales del mundo real en datos digitales. Las entradas digitales (24 V CC) admiten pulsadores, interruptores de límite, sensores de proximidad e interruptores de presión, que representan únicamente el estado ENCENDIDO (1) o APAGADO (0). Las entradas analógicas gestionan sensores de temperatura (RTD, termopar), transductores de presión, caudalímetros y sensores de nivel con señales de 4-20 mA o 0-10 V.
4. Módulos de salida: Reciben comandos de la CPU y controlan los actuadores. Las salidas digitales (24 V CC, 120 V CA o relé) controlan electroválvulas, contactores, arrancadores de motor, luces indicadoras y alarmas. Las salidas analógicas controlan variadores de frecuencia (VFD), válvulas proporcionales y servomotores con señales estándar como 4-20 mA o 0-10 V.
5. Bastidor/Placa base: La infraestructura física que mantiene unidos todos los módulos PLC y proporciona el bus de comunicación entre ellos.
6. Interfaces de comunicación: Los PLC se comunican con las HMI, otros PLC, variadores y redes de planta a través de protocolos como EtherNet/IP, PROFINET, Modbus TCP/IP, PROFIBUS, DeviceNet, ControlNet, OPC UA y conexiones seriales (RS-232/RS-485).
La CPU ejecuta su programa en un bucle continuo y repetitivo llamado ciclo de escaneo. Cada ciclo completo consta de cuatro pasos:
Paso 1: Lectura de entradas: La CPU lee todos los estados de los módulos de entrada y los almacena en la tabla de imágenes de entrada (normalmente de 1 a 10 ms).
Paso 2 – Ejecutar el programa: La CPU ejecuta el programa del usuario instrucción por instrucción, leyendo y escribiendo en las tablas de imágenes de entrada/salida en la memoria.
Paso 3 – Escritura de salidas: Después de la ejecución del programa, la CPU actualiza simultáneamente todos los módulos de salida con los valores de la tabla de imágenes de salida.
Paso 4 – Mantenimiento: La CPU realiza tareas internas que incluyen la comunicación HMI/PLC, funciones basadas en el tiempo y diagnósticos.
El tiempo de escaneo típico es de 5 a 20 ms para un programa de tamaño medio; las aplicaciones de alta velocidad pueden requerir de 0,5 a 1 ms.
1. Diagrama de escalera (LD): El lenguaje más popular, especialmente en Norteamérica. Diseñado para parecerse a los esquemas de relés eléctricos, lo que lo hace intuitivo para los electricistas. Ideal para lógica discreta y control secuencial.
2. Diagrama de bloques funcionales (DBF): utiliza bloques gráficos con conexiones de entrada/salida. Cada bloque realiza una función específica: bucles PID, operaciones aritméticas, compuertas lógicas, temporizadores. Ideal para el control de procesos y bucles PID.
3. Texto Estructurado (ST): lenguaje de texto de alto nivel similar a Pascal o BASIC. Es el más potente para el procesamiento de datos complejos, el procesamiento por lotes y las máquinas de estados avanzadas.
4. Diagrama de funciones secuenciales (SFC): lenguaje gráfico para definir procesos secuenciales (operaciones que se desarrollan en etapas con acciones y transiciones controladas). Ideal para procesos por lotes y máquinas de envasado.
5. Lista de Instrucciones (IL): lenguaje de bajo nivel basado en texto, similar al lenguaje ensamblador. Compacto y eficiente, pero menos legible. Ideal para rutinas sencillas y compactas, así como para sistemas heredados.
PLC: Diseñado para la fabricación discreta (máquinas individuales, líneas de montaje). Tiempos de escaneo rápidos, hardware robusto. Escala: de cientos a miles de puntos de entrada/salida.
Sistema de Control Distribuido (DCS): Diseñado para industrias de procesos continuos (petróleo y gas, química, generación de energía). Altamente redundante, estrechamente integrado con las variables del proceso. Escalabilidad: de miles a cientos de miles de puntos de entrada/salida.
Ordenador industrial (IPC): Diseñado para el procesamiento de datos de alta velocidad, sistemas de visión y algoritmos complejos. Basado en PC, funciona con Windows o Linux y ofrece una gran capacidad de procesamiento.
En los últimos años, los límites entre PLC, DCS e IPC se han difuminado significativamente.
Paso 1: Defina la aplicación: máquina individual o sistema para toda la planta, necesidades de control de movimiento de alta velocidad, requisitos críticos de seguridad, número actual y futuro de entradas/salidas.
Paso 2: Evaluar el ecosistema de marcas: Allen Bradley domina en América, Siemens en Europa/Asia, Mitsubishi en Japón y en mercados sensibles a los costes, y ABB en automatización de procesos.
Paso 3: Considere los costos del software: el hardware suele representar solo entre el 30 % y el 50 % del costo total de propiedad; las licencias de software pueden ser igualmente costosas (Allen Bradley Studio 5000: entre 5000 y 15 000 dólares o más).
Paso 4: Ajustar los requisitos de E/S: calcular las entradas digitales, las salidas digitales y las señales analógicas necesarias, añadiendo un margen del 20 % para futuras ampliaciones.
Paso 5: Verifique los requisitos de comunicación: conectividad HMI, integración de la red de la planta (MES/ERP), comunicación entre variadores/PLC y capacidad de acceso remoto.
Productos estrella:ControlLogix, CompactLogix, MicroLogix, SLC 500
Software de programación:Diseñador de Studio 5000 Logix
Comunicación:EtherNet/IP, ControlNet, DeviceNet, Modbus
Sitio web:www.rockwellautomation.com
Productos estrella:SIMATIC S7-1500, S7-1200, S7-300, S7-400
Software de programación:Portal TIA
Comunicación:PROFINET, PROFIBUS, Modbus TCP/IP, OPC UA
Sitio web:www.siemens.com
Productos estrella:MELSEC iQ-R, iQ-F, MELSEC-Q, MELSEC-F
Software de programación:GX Works3
Comunicación:CC-Link IE, Modbus TCP/IP, EtherNet/IP
Sitio web:www.mitsubishielectric.com
Productos estrella:AC500, AC500-eco, AC700
Software de programación:Constructor de automatización
Comunicación:EtherNet/IP, PROFINET, Modbus TCP/IP, CANopen
Sitio web:nuevo.abb.com/plc
Productos estrella:ControlLogix (a través de Honeywell), Experion PKS
Software de programación:Estudio Experion
Comunicación:EtherNet/IP, Modbus, OPC UA
Sitio web:www.honeywellprocess.com
Productos estrella:NX1P2, NJ501, CP1H, CP1L
Software de programación:Sysmac Studio, programador CX
Comunicación:Ethernet/IP, Modbus TCP/IP, USB
Sitio web: www.omron-ap.com
Esta guía tiene fines educativos. Para obtener orientación específica sobre aplicaciones, consulte con un ingeniero de automatización cualificado o póngase en contacto con el equipo de ventas técnicas de TZ TECH.

Continúe leyendo, manténgase informado, suscríbase y le invitamos a que nos cuente lo que piensa.



Además, con su permiso, queremos colocar cookies para que su visita y su interacción con slOC sean más personales. Para ello utilizamos cookies analíticas y publicitarias. Con estas cookies, nosotros y terceros podemos rastrear y recopilar su comportamiento en Internet dentro y fuera de super-instrument.com. Con esto, nosotros y terceros adaptamos super-instrument.com y los anuncios a su interés. Al hacer clic en Aceptar, acepta esto. Si lo rechaza, solo utilizamos las cookies necesarias y lamentablemente no recibirá ningún contenido personalizado. Visite nuestra política de cookies para obtener más información o para cambiar su consentimiento en el futuro.
Accept and continue Decline cookies












