
¿Qué es un ciclo de escaneo de PLC? ¿Cómo ejecutan los programas los PLC?
Cada PLC ejecuta el mismo ciclo fundamental desde el momento en que se enciende: lee las entradas, ejecuta la lógica, escribe las salidas y repite. Este ciclo, llamado ciclo de escaneo, determina la capacidad de respuesta del PLC a los eventos del mundo real y establece el límite de rendimiento para cualquier proceso controlado.
Comprender la mecánica del ciclo de escaneo ayuda a los programadores a optimizar el código, solucionar problemas de capacidad de respuesta y seleccionar la CPU adecuada para aplicaciones exigentes. Esta guía explica con precisión cómo funciona el ciclo de escaneo y qué factores lo afectan.
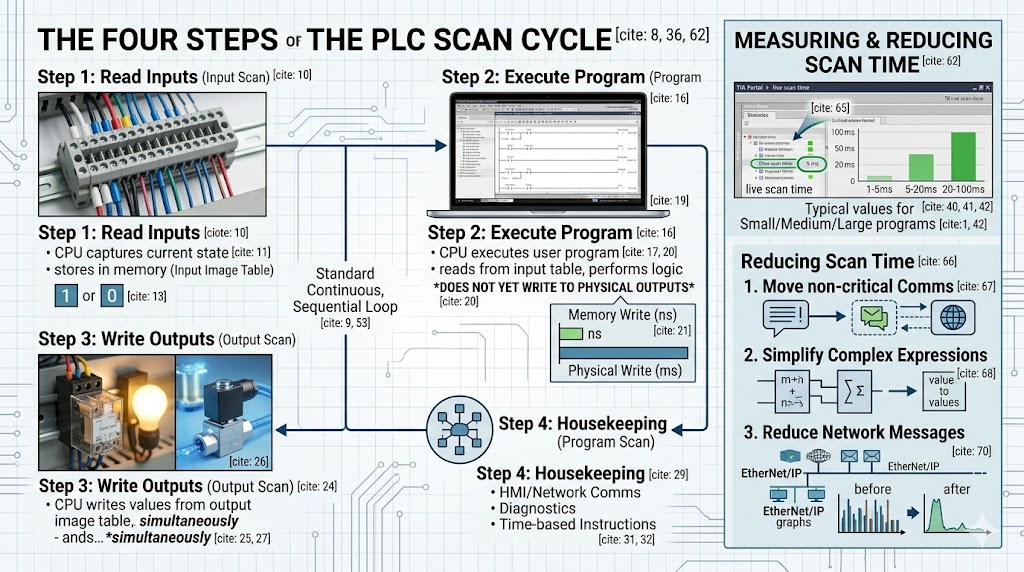
La CPU del PLC ejecuta su programa en un bucle continuo y secuencial. Cada iteración completa consta de cuatro fases distintas.
La CPU captura el estado actual de todos los módulos de entrada y almacena estos valores en una sección dedicada de la memoria llamada tabla de imágenes de entrada. Esto ocurre al inicio de cada ciclo de escaneo.
Para las entradas digitales, la CPU lee un valor simple de 1 (ENCENDIDO) o 0 (APAGADO). Para las entradas analógicas, la CPU convierte la señal del mundo real (4-20 mA, 0-10 V o datos del sensor de temperatura) en un valor digital y lo almacena en la memoria.
Esta fase es rápida; normalmente dura entre 1 y 10 milisegundos para todo el escaneo de entrada, dependiendo del número de módulos de entrada y su configuración.
Con los datos de entrada actualizados en la memoria, la CPU ejecuta el programa de usuario instrucción por instrucción. Cada instrucción se evalúa comparándola con los valores actuales de la tabla de imágenes de entrada, y los resultados se escriben en la tabla de imágenes de salida.
Aquí es donde se ejecutan la lógica de escalera, los bloques de funciones o las instrucciones de texto estructurado. La CPU lee la tabla de imágenes de entrada, realiza operaciones lógicas o aritméticas y almacena los resultados en la tabla de imágenes de salida; pero, lo que es fundamental, aún no escribe en los módulos de salida físicos.
Escribir en la memoria es mucho más rápido que comunicarse con los módulos de E/S físicos. Aplazar las escrituras de salida físicas hasta que finalice el escaneo garantiza que todas las salidas cambien simultáneamente, evitando estados intermedios inestables.
La fase de exploración del programa suele ser la más larga. El tiempo de exploración varía en función del tamaño y la complejidad del programa, así como del número de instrucciones.
Una vez finalizado el escaneo del programa, la CPU escribe simultáneamente los valores de la tabla de imágenes de salida en los módulos de salida físicos. Las salidas digitales se activan o desactivan. Las salidas analógicas aplican sus valores calculados al proceso.
Esta escritura coordinada garantiza que las salidas reflejen una instantánea consistente de la evaluación lógica, sin cambios en la salida durante el escaneo del programa. El escaneo de salida suele tardar entre 1 y 5 milisegundos, dependiendo del número de módulos de salida.
La fase final abarca todo lo demás que la CPU necesita hacer entre ciclos:
· Comunicación con paneles HMI y otros dispositivos de red.
· Procesamiento de instrucciones basadas en el tiempo (temporizadores, reloj en tiempo real)
· Actualización de los registros de diagnóstico y de fallos.
· Gestionar las solicitudes de comunicación de otros PLC o sistemas SCADA.
El tiempo dedicado a tareas de mantenimiento varía según la carga de comunicación. Un PLC con múltiples conexiones HMI y una extensa mensajería de red puede emplear un tiempo considerable en esta tarea.
El tiempo de escaneo es la duración total de las cuatro fases de un ciclo completo. Se mide en milisegundos y determina directamente la rapidez con la que un PLC puede responder a los cambios de entrada.
Valores típicos:
· Programa pequeño (100-500 instrucciones): 1-5 ms
· Programa mediano (1.000-5.000 instrucciones): 5-20 ms
· Programa grande (más de 10.000 instrucciones): 20-100 ms
La relación entre el tiempo de escaneo y la velocidad de la máquina es importante. Una máquina de empaquetado que procesa 100 paquetes por minuto tiene 600 milisegundos por ciclo. Si el tiempo de escaneo del PLC es de 50 ms, la máquina aún dispone de 550 ms de tiempo de respuesta; pero si el tiempo de escaneo alcanza los 500 ms, la máquina deja de responder.
Para aplicaciones de envasado, embotellado o control de movimiento de alta velocidad, a menudo se requieren tiempos de escaneo inferiores a 2 ms.
Una pregunta frecuente: ¿por qué la CPU escribe en una tabla de memoria en lugar de hacerlo directamente en las salidas?
El enfoque de tabla de imágenes resuelve tres problemas. Primero, garantiza actualizaciones de salida atómicas: cada salida en un escaneo dado refleja la misma evaluación lógica. Segundo, permite que las instrucciones del programa lean sus propios estados de salida sin crear un bucle de retroalimentación. Tercero, reduce drásticamente la sobrecarga de comunicación de E/S al agrupar las escrituras.
Sin tablas de imágenes, un único escaneo de lógica de escalera podría desencadenar docenas de escrituras de salida individuales en diferentes puntos durante la ejecución, lo que crearía un comportamiento inestable de la máquina.
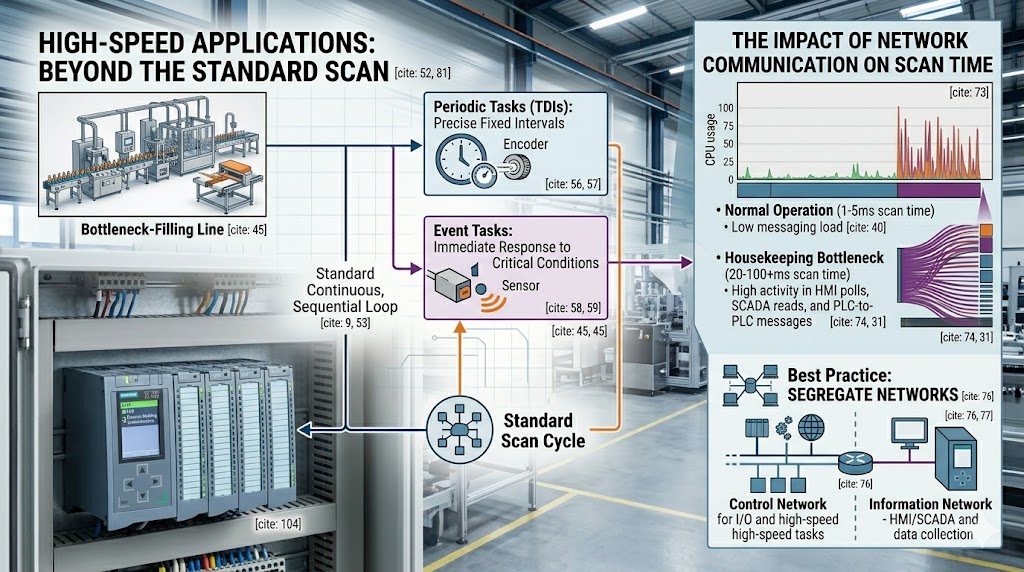
La ejecución del ciclo de escaneo estándar evalúa cada instrucción en cada escaneo, independientemente de si las condiciones han cambiado. Para la mayoría de las aplicaciones esto es aceptable, pero desperdicia tiempo de CPU evaluando lógica inactiva.
La mayoría de los PLC modernos admiten la ejecución de tareas periódicas o controladas por interrupciones para gestionar eventos críticos en el tiempo sin interrumpir el ciclo de escaneo principal.
Interrupciones con retardo (TDI): Ejecutan una rutina específica a intervalos precisos, independientemente del ciclo principal. Se utilizan para el conteo de alta velocidad, el procesamiento del codificador o el control PID a intervalos fijos.
Interrupciones activadas por eventos: Se ejecutan cuando se produce una condición específica: transición de flanco de entrada, evento de comunicación o condición de fallo. Las respuestas de seguridad críticas suelen utilizar interrupciones para garantizar el tiempo de respuesta independientemente de la posición del escaneo principal.
En Siemens S7-1500, la lógica crítica en tiempo real puede ejecutarse en bloques de organización de interrupciones cíclicas (OB) con prioridades configurables. Allen Bradley ControlLogix utiliza tareas periódicas y de eventos con frecuencias configurables.
Medición del tiempo de escaneo: La mayoría de los entornos de programación muestran el tiempo de escaneo en tiempo real. En Studio 5000, la pestaña Propiedades del controlador > General muestra las estadísticas de ejecución. En TIA Portal, el menú En línea > Diagnóstico proporciona datos sobre el tiempo de escaneo.
Reducción del tiempo de escaneo:
· Trasladar las instrucciones de comunicación (funciones MSG) del escaneo del programa principal a tareas periódicas.
· Simplifique las expresiones complejas: reemplace las operaciones aritméticas anidadas con valores precalculados siempre que sea posible.
· Utilice referencias directas en lugar de etiquetas copiadas siempre que sea posible.
· Reduzca el número de mensajes en redes EtherNet/IP o PROFINET.
· Considere una CPU más rápida si el tiempo de escaneo excede los requisitos de la aplicación a pesar de la optimización.
La comunicación de red es la causa más común de aumentos inesperados en el tiempo de escaneo. Cada sondeo HMI, cada lectura SCADA y cada mensaje de PLC a PLC consume tiempo de CPU durante la fase de mantenimiento.
Cuando un PLC debe comunicarse con muchos dispositivos, la carga de comunicación puede crecer más rápido de lo que la CPU puede manejar, lo que provoca que los tiempos de escaneo aumenten gradualmente hasta que se supere un umbral y el comportamiento de la máquina se degrade.
Buenas prácticas: separe el control crítico en tiempo real y la comunicación de red en segmentos de red o CPU independientes. Utilice una CPU para el control de la máquina y otra para la recopilación de datos y la generación de informes.
El ciclo de escaneo del PLC es el corazón de todo sistema de control industrial. Comprender sus cuatro fases (lectura de entradas, ejecución del programa, escritura de salidas y mantenimiento) proporciona a los programadores la base para escribir código eficiente y solucionar problemas de capacidad de respuesta.
El tiempo de escaneo no es solo una especificación; define el funcionamiento en tiempo real de la máquina. Para la mayoría de las aplicaciones, un tiempo de escaneo de 10 a 20 ms es imperceptible para los operadores. En equipos de alta velocidad, un tiempo de 1 ms o menos marca la diferencia entre un rendimiento aceptable y una falla catastrófica.
Conozca los requisitos de su proceso. Mida el tiempo de escaneo real durante el funcionamiento, no solo durante la puesta en marcha, y diseñe su arquitectura de control para mantener ese rendimiento durante todo el ciclo de vida de la máquina.
P: ¿Una CPU más rápida siempre implica un tiempo de escaneo más rápido?
R: No siempre. El tiempo de escaneo depende de la complejidad del programa, la carga de comunicación de red y la configuración de E/S. Una CPU más rápida ayuda, pero eliminar instrucciones innecesarias y optimizar la comunicación proporciona mayores beneficios en la mayoría de las aplicaciones.
P: ¿Qué sucede si una entrada cambia de estado durante el escaneo del programa?
A: La CPU no lo detecta hasta que comienza el siguiente ciclo de escaneo. Si una entrada cambia a mitad de la ejecución y luego revierte antes del siguiente ciclo de escaneo, es posible que el PLC nunca detecte el evento. Para eventos más rápidos que el tiempo de escaneo, utilice el procesamiento de entrada controlado por interrupciones.
P: ¿Cómo afecta la edición en línea al tiempo de escaneo?
A: Al realizar cambios en el programa mientras el PLC está en funcionamiento (edición en línea), la CPU puede pausar brevemente el escaneo o ejecutar tareas adicionales para sincronizar el nuevo código. Los cambios significativos en línea pueden provocar un aumento temporal del tiempo de escaneo de 2 a 5 veces su valor normal.
P: ¿Debo preocuparme por el tiempo de escaneo en procesos lentos como el tratamiento de agua?
A: Para procesos que cambian en segundos o minutos, los tiempos de escaneo de 100 ms son irrelevantes. Sin embargo, las entradas y alarmas relacionadas con la seguridad siempre deben procesarse con un retraso mínimo, independientemente de la velocidad del proceso. Utilice interrupciones para cualquier entrada que requiera una respuesta más rápida que el escaneo normal.
P: ¿Puede variar el tiempo de escaneo durante el funcionamiento?
R: Sí. El tiempo de escaneo es proporcional a la complejidad del programa y a la carga de comunicación. Una máquina inactiva puede escanear más rápido que la misma máquina funcionando a plena velocidad de producción con interacción activa con la interfaz hombre-máquina y cambios de recetas.
· [PLC de Siemens](https://www.tztechio.com/siemens) — S7-1500, S7-1200
· [Allen Bradley PLCs](https://www.tztechio.com/allen-bradley) — ControlLogix, CompactLogix
· [PLC de Mitsubishi](https://www.tztechio.com/mitsubishi) — MELSEC iQ-R

Continúe leyendo, manténgase informado, suscríbase y le invitamos a que nos cuente lo que piensa.



Además, con su permiso, queremos colocar cookies para que su visita y su interacción con slOC sean más personales. Para ello utilizamos cookies analíticas y publicitarias. Con estas cookies, nosotros y terceros podemos rastrear y recopilar su comportamiento en Internet dentro y fuera de super-instrument.com. Con esto, nosotros y terceros adaptamos super-instrument.com y los anuncios a su interés. Al hacer clic en Aceptar, acepta esto. Si lo rechaza, solo utilizamos las cookies necesarias y lamentablemente no recibirá ningún contenido personalizado. Visite nuestra política de cookies para obtener más información o para cambiar su consentimiento en el futuro.
Accept and continue Decline cookies












