
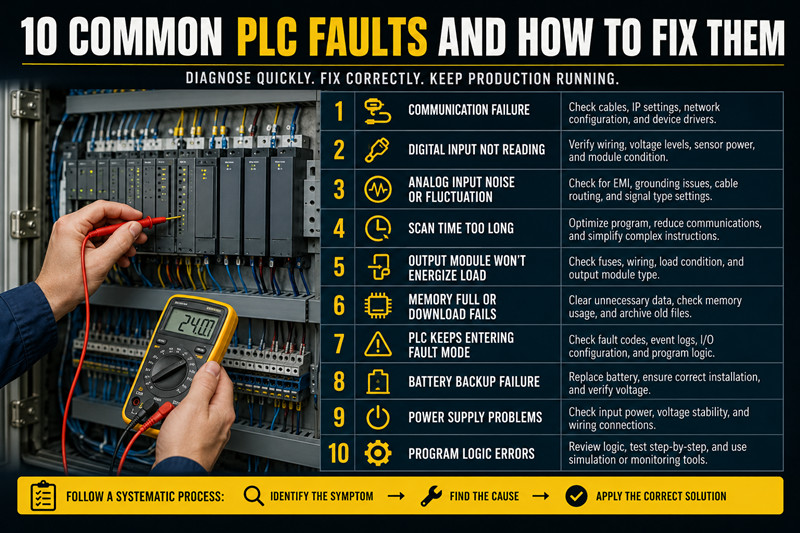
Solución de problemas de PLC: 10 fallas comunes y cómo solucionarlas
Los PLC están diseñados para ser fiables. Cuando uno falla, el impacto en la producción es inmediato y costoso. Sin embargo, la mayoría de las fallas de los PLC se deben a unas pocas causas recurrentes, la mayoría de las cuales un técnico cualificado puede diagnosticar y solucionar sin necesidad de reemplazar el controlador.
Esta guía abarca los diez problemas más comunes de los PLC que se presentan en entornos industriales, con pasos prácticos para la resolución de problemas que puede aplicar hoy mismo.
Síntomas: El PLC deja de responder a la interfaz hombre-máquina (HMI), el ordenador de programación no puede conectarse a internet y los dispositivos de red desaparecen del bus.
Causas comunes:
· Cable Ethernet suelto o dañado
· Configuración de dirección IP incorrecta
· Desajuste de dúplex en conmutadores de red
· Fallo del controlador en el puerto PLC
Pasos para solucionar problemas:
1. Verifique las conexiones físicas de los cables tanto en el PLC como en el conmutador.
2. Verifique que la dirección IP coincida con la configuración del proyecto (prueba de ping).
3. Asegúrese de que la configuración del puerto del conmutador de red coincida con la del PLC (negociación automática frente a velocidad fija).
4. Reinicie el PLC y el interruptor.
5. Si utiliza la comunicación serial RS-232/RS-485, verifique la velocidad de transmisión y la configuración de paridad.
Síntomas: El LED de entrada del módulo está apagado cuando el sensor está activo, o bien la entrada permanece encendida permanentemente.
Causas comunes:
· Nivel de voltaje incorrecto (se mezclaron 24 V CC y 110 V CA).
· Módulo de entrada defectuoso
· Error de cableado o terminal suelto
· Problema con la fuente de alimentación del sensor
Pasos para solucionar problemas:
6. Mida el voltaje real en el terminal de entrada con un multímetro.
7. Verifique que el sensor esté encendido (compruebe los indicadores LED en los sensores de proximidad).
8. Sustituya el módulo de entrada por uno que funcione correctamente para descartar un fallo de hardware.
9. Compruebe que el tipo de sensor (PNP o NPN para sensores de CC) coincide con la configuración del módulo.
Síntomas: El valor de entrada analógica salta de forma errática, muestra valores negativos poco realistas o varía con el tiempo.
Causas comunes:
· Interferencia electromagnética (EMI) proveniente de variadores de frecuencia o motores cercanos.
· Problemas de bucle de tierra
· Cable de señal discurre paralelo a los cables de alimentación.
· Problema de alimentación en bucle de 4-20 mA
Pasos para solucionar problemas:
10. Separe los cables de señal de los cables de alimentación por al menos 15 cm (6 pulgadas).
11. Utilice cable de par trenzado apantallado para señales analógicas.
12. Verifique que la alimentación de 24 V CC al transmisor sea estable.
13. Compruebe que el tipo de señal del módulo analógico (0-10 V, 4-20 mA) coincide con el sensor.
14. Agregue un valor de filtro en el programa del PLC para atenuar el ruido (la mayoría del software de PLC permite el filtrado de entrada).
Síntomas: Las salidas se actualizan con un retraso notable, la respuesta de la máquina es lenta y los temporizadores parecen inexactos.
Causas comunes:
· El programa se ha vuelto demasiado grande sin optimización.
· Tráfico de comunicación excesivo en la red
· Demasiadas instrucciones costosas (bucles PID complejos, trigonometría)
· El filtrado de entrada analógica está configurado demasiado alto.
Pasos para solucionar problemas:
15. La mayoría del software PLC incluye un monitor de tiempo de escaneo; compruébelo primero.
16. Trasladar las instrucciones de comunicación fuera del escaneo principal del programa (utilizar tareas periódicas).
17. Reduzca el número de mensajes en EtherNet/IP o PROFINET.
18. Simplificar o dividir subrutinas grandes
19. Considere la posibilidad de adquirir una CPU más rápida si el tiempo de escaneo supera los 20 ms en aplicaciones críticas en cuanto al tiempo.
Síntomas: El LED de salida se enciende, pero la carga no se activa.
Causas comunes:
· Fusible fundido en el módulo de salida
· La condición de sobrecarga activó la protección térmica.
· Error de cableado (línea común no conectada)
· Fallo en la salida del semiconductor (para módulos de estado sólido)
Pasos para solucionar problemas:
20. Compruebe el estado del fusible en el módulo (la mayoría de los módulos tienen indicadores de fusible visibles).
21. Mida el voltaje a través del terminal de salida mientras lo enciende.
22. Verifique que la carga no esté en circuito abierto (desconéctela y mida la resistencia).
23. Para las salidas de relé, escuche el clic del relé; si no se oye, la bobina está muerta.
24. Verifique que el tipo de salida (fuente o sumidero) coincida con el cableado de su carga.
Síntomas: La descarga falla con un error de memoria, no se pueden agregar nuevas instrucciones, la actualización del firmware es rechazada.
Causas comunes:
· El código del programa o las tablas de datos superan la capacidad de la memoria de la CPU.
· Registros de tendencias acumulados, datos de recetas o datos históricos que consumen memoria
25. Archivo de proyecto dañado
Pasos para solucionar problemas:
26. Abra el programa en el entorno de desarrollo y compruebe el uso de memoria.
27. Borre los registros de tendencias, los datos históricos y los archivos de recetas no esenciales de la CPU.
28. Archiva el proyecto actual y compara los tamaños de los archivos: un tamaño excesivo indica que hay datos recuperables.
29. Si es necesario actualizar el firmware, primero haga una copia de seguridad del proyecto, luego actualice el firmware y, a continuación, vuelva a cargarlo.
30. Como último recurso, restablezca la configuración de fábrica y cargue desde una copia de seguridad limpia.
Síntomas: El controlador muestra un indicador de fallo, el programa se detiene y se muestra un código de error en la CPU o en la interfaz hombre-máquina (HMI).
Causas comunes:
· Error lógico del programa que provoca un fallo de enclavamiento
· Fallo de hardware (CPU, módulo o fuente de alimentación)
· Caída de tensión de alimentación durante el funcionamiento
· Desajuste de E/S entre el programa y el hardware real
Pasos para solucionar problemas:
31. Anote el código de error inmediatamente; consúltelo en la documentación del fabricante.
32. Los códigos de error comunes indican: sobrecarga de salida (F49 en Allen Bradley), discrepancia en la configuración de E/S (016h en Siemens), tiempo de espera del temporizador de vigilancia.
33. Verifique el registro de eventos en el software de programación para ver los eventos anteriores.
34. ¿La falla está enclavada o no enclavada? Las fallas no enclavadas suelen indicar un problema de lógica de programa en lugar de una falla de hardware.
35. Si el problema persiste y no se encuentra la causa, restaure desde una copia de seguridad que funcione correctamente.
Síntomas: El PLC pierde la programación al perderse la alimentación eléctrica, los valores retenidos se restablecen a los valores predeterminados y se enciende el indicador de batería baja.
Causas comunes:
· La batería ha llegado al final de su vida útil (normalmente de 2 a 5 años).
· La batería no está instalada correctamente.
· El voltaje de la batería se agota debido a una alta carga de retención de memoria.
Pasos para solucionar problemas:
36. Reemplace la batería con una del tipo especificado por el fabricante mientras el PLC esté encendido; nunca deje la CPU sin alimentación con la batería descargada.
37. Después de la sustitución, verifique que las etiquetas retenidas y el programa estén intactos.
38. Si aún se pierden valores, es posible que la batería haya fallado durante el período de reemplazo; mejore el procedimiento de cambio.
39. Considere usar闪存 Retención de memoria flash como respaldo principal para nuevas instalaciones en lugar de batería.
Síntomas: El variador de frecuencia funciona pero ignora las órdenes de velocidad, se muestra un código de error en el variador de frecuencia y el PLC muestra un error de tiempo de espera de comunicación.
Causas comunes:
· Dirección de red incorrecta (el ID del nodo o la dirección IP no coinciden).
· Configuración de parámetros en el control de red de bloqueo del variador de frecuencia
· Utilizar un perfil incorrecto (los variadores de frecuencia Allen Bradley necesitan que el parámetro 90 esté configurado correctamente para EtherNet/IP).
· Problema con el cable o el conmutador en el segmento de red.
Pasos para solucionar problemas:
40. Verifique que la dirección de red del variador de frecuencia coincida con la configuración del PLC (compruébelo en RSLogix o TIA Portal).
41. Confirme que los parámetros del variador de frecuencia permiten el control de red (Parámetros del variador → Control de red → Habilitado).
42. Para EtherNet/IP, verifique que los números de instancia de ensamblaje en la configuración de E/S del PLC coincidan con los del variador de frecuencia (VFD).
43. Haga ping al variador de frecuencia desde el ordenador de programación para confirmar la conectividad de red.
44. Compruebe que la fuente de control del variador de frecuencia esté configurada en "Red" en lugar de "Teclado" o "Terminal".
Síntomas: Fallos intermitentes, activación aleatoria de entradas, comportamiento inexplicable del programa, errores de comunicación durante el arranque del motor.
Causas comunes:
· Conexión a tierra inconsistente entre el PLC, los dispositivos de campo y la distribución de energía.
· Se forman bucles de tierra cuando los dispositivos comparten múltiples rutas de tierra.
· No hay cable de tierra de señal dedicado en los tramos de cable.
· El armario PLC no está correctamente conectado a tierra.
Pasos para solucionar problemas:
45. Mida la resistencia de tierra entre el gabinete del PLC y la toma de tierra del edificio; debe ser inferior a 1 ohmio.
46. Utilice fuentes de alimentación de CC aisladas para los dispositivos de campo para evitar bucles de tierra.
47. Asegúrese de que todos los cables comunes de señal estén conectados a un único punto de tierra.
48. Instale perlas de ferrita en los cables de comunicación cerca del PLC para suprimir el ruido de alta frecuencia.
49. Coloque los cables de señal en bandejas dedicadas, nunca junto a los cables de alimentación del motor.
Las fallas en los PLC rara vez surgen de la nada. La mayoría de los problemas se engloban en unas pocas categorías: problemas de alimentación, fallos de comunicación, errores de cableado e interferencias. Un enfoque sistemático, un multímetro y el conocimiento de las herramientas de diagnóstico específicas de la plataforma resolverán la mayoría de los problemas sin necesidad de reemplazar piezas.
Documente cada falla, los síntomas observados y la solución. Cree una base de conocimientos interna. Este es el camino más rápido para reducir el tiempo promedio de reparación en sus instalaciones.
P: ¿Debo reemplazar siempre un módulo PLC defectuoso?
R: No necesariamente. Muchos fallos en los módulos se deben a problemas de cableado, configuración o alimentación. Siempre revise el sistema antes de reemplazarlo. En ocasiones, el fabricante o proveedores de servicios externos pueden reparar los módulos.
P: ¿Con qué frecuencia debo hacer copias de seguridad de los programas del PLC?
A: Cada vez que se realice un cambio en el programa. Además, realice copias de seguridad trimestrales almacenadas en una ubicación separada. Etiquete las copias de seguridad con la fecha, la versión del programa y el ID de la máquina.
P: ¿Puede un PLC dañarse por picos de voltaje?
R: Sí. Los diodos supresores de sobretensiones transitorias (TVS) y una correcta conexión a tierra son la primera línea de defensa. Instale protección contra sobretensiones en las líneas de alimentación y comunicación. El acondicionamiento regular de la energía se amortiza rápidamente en entornos industriales.
P: ¿Cuál es la vida útil típica de un PLC?
A: Con un entorno y mantenimiento adecuados, los PLC suelen funcionar entre 15 y 20 años. Los módulos de CPU y las tarjetas de E/S pueden requerir la sustitución de componentes a medida que los condensadores electrolíticos envejecen.
P: ¿Debería tener módulos PLC de repuesto a mano?
R: Para máquinas críticas, sí. Mantenga como mínimo una CPU de repuesto, una fuente de alimentación de repuesto y módulos de E/S clave. Para aplicaciones no críticas, establezca un acuerdo de servicio con su distribuidor para reemplazo en 24-48 horas.
· Allen Bradley PLCs — ControlLogix, CompactLogix, MicroLogix
· PLC de Siemens — S7-1500, S7-1200
· Módulos de E/S de PLC: módulos de entrada/salida digitales y analógicos.
· VFD: variadores de frecuencia para el control de motores.

Continúe leyendo, manténgase informado, suscríbase y le invitamos a que nos cuente lo que piensa.



Además, con su permiso, queremos colocar cookies para que su visita y su interacción con slOC sean más personales. Para ello utilizamos cookies analíticas y publicitarias. Con estas cookies, nosotros y terceros podemos rastrear y recopilar su comportamiento en Internet dentro y fuera de super-instrument.com. Con esto, nosotros y terceros adaptamos super-instrument.com y los anuncios a su interés. Al hacer clic en Aceptar, acepta esto. Si lo rechaza, solo utilizamos las cookies necesarias y lamentablemente no recibirá ningún contenido personalizado. Visite nuestra política de cookies para obtener más información o para cambiar su consentimiento en el futuro.
Accept and continue Decline cookies












